
Ротационная трафаретная печать: технология и оборудование
Изготовление ротационного трафарета
Оборудование для ротационной трафаретной печати
Ротационная схема построения печатающего аппарата редко используется в трафаретных печатных машинах, что объясняется, с одной стороны, высокой стоимостью ротационных трафаретов, а с другой — использованием трафаретного оборудования преимущественно для изготовления малотиражной продукции. Значительно более широкое применение нашли специализированные и универсальные ротационные трафаретные модули, которые устанавливаются в узкорулонных печатных машинах.
В производстве печатной продукции востребованы прежде всего оформительские возможности трафаретной печати. Трафаретный способ позволяет наносить на запечатываемый материал красочный слой очень большой толщины, поэтому он используется в следующих случаях:
- для нанесения на материал кроющей плашки (например, при печати этикеток на прозрачных материалах);
- для воспроизведения ярких насыщенных цветов;
- для получения эффекта рельефности;
- при повышенных требованиях к стойкости печатного изображения к воздействию света и химических веществ.
К этому можно добавить, что трафаретная печать позволяет работать с широким спектром запечатываемых материалов и различными красками и лаками: металлизированными, перламутровыми, флуоресцентными, термохромными и т.д. Бесшовные трафаретные формы могут применяться для печати «бесконечных» изображений.
Главным недостатком трафаретной печати является относительно низкое разрешение, что не позволяет воспроизводить этим способом высоколиниатурные растровые изображения. Поэтому в узкорулонных машинах трафаретная технология комбинируется с другими способами печати: флексографским, высоким, офсетным и глубоким.
Изготовление ротационного трафарета
Ротационная трафаретная форма представляет собой полый цилиндр, внутрь которого помещается ракельное устройство и подается краска. В процессе печати неподвижный ракель переносит краску на запечатываемый материал, продавливая ее через печатающие элементы (отверстия в стенках) вращающейся цилиндрической формы.
В настоящее время разработаны две технологии изготовления ротационных трафаретных форм: лазерное гравирование металлических гильз и маскирование трафаретных сеток.
Сравнение толщины красочного слоя при различных способах печати
В процессе лазерного гравирования мощный лазер прожигает отверстия в гильзе, формируя печатающие элементы трафаретной формы. Гравированные лазером формы отличаются высокой тиражестойкостью и большой стоимостью, поэтому данная технология нашла применение преимущественно в области печати на тканях, где главным требованием является высокая долговечность формы.
Трафаретная сетка Stork RotaMesh

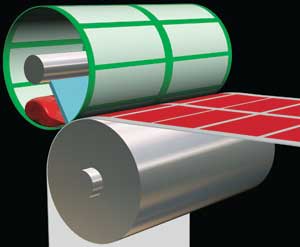
Трафаретная форма Stork RotaMesh
В полиграфии используется технология фотохимического маскирования металлической трафаретной сетки, суть которой заключается в создании на поверхности сетки маски, закрывающей отверстия на участках, которые соответствуют пробельным элементам формы. Данная технология в целом аналогична процессу изготовления плоских трафаретных форм и включает следующие основные этапы:
1. Нанесение на сетку светочувствительного копировального слоя.
2. Экспонирование копировального слоя через позитивную фотоформу, в процессе которого происходит его задубливание на участках, соответствующих пробельным элементам формы.
3. Удаление незадубленного копировального слоя с печатающих элементов формы.
Для изготовления ротационных трафаретов сетка должна иметь цилиндрическую форму. Для повышения жесткости печатной формы к торцевым концам цилиндра прикрепляют кольца, которые также служат опорными поверхностями при установке формы в секцию.
В настоящее время существует несколько вариантов реализации технологии изготовления ротационных трафаретов методом фотохимического маскирования, разработанных компаниями Stork, Gallus и Telstar Engineering. Рассмотрим предложенные ими решения более подробно.
Характеристики сеток Stork RotaMesh
Модели сеток Характеристики |
RM 75 |
RM 125 |
RM 215 |
RM 305 |
RM 405 |
|||||
Номер сетки, отверстий/дюйм |
75 |
125 |
215 |
305 |
405 |
|||||
Относительная площадь отверстий (открытой поверхности), % |
40 |
32 |
15 |
25 |
21 |
17 |
13 |
11 |
8 |
17 |
Толщина сетки, мкм |
150 |
125 |
100 |
80 |
80 |
80 |
80 |
80 |
80 |
80 |
Диаметр отверстий, мкм |
214 |
192 |
79 |
59 |
54 |
34 |
30 |
28 |
24 |
27 |
Минимальная толщина линии, мкм |
508 |
508 |
305 |
177 |
177 |
125 |
125 |
125 |
125 |
95 |
Толщина красочного слоя, мкм |
60 |
40 |
15 |
20 |
17 |
14 |
10 |
9 |
6 |
10 |
Максимальный размер пигмента, мкм |
71 |
64 |
26 |
20 |
18 |
11 |
10 |
9 |
8 |
9 |
Stork RotaMesh
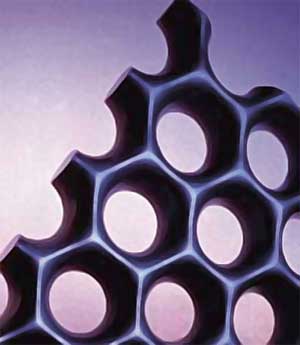
Компания Stork поставляет никелевую сетку RotaMesh, изготовленную методом электроформовки. Отверстия в сетке имеют шестиугольную форму, что позволило увеличить площадь открытой части сетки (площадь отверстий) при сохранении ее механической прочности. Тиражестойкость сетки RotaMesh составляет около 500 тыс. м запечатанного полотна. Высокая долговечность сетки RotaMesh позволяет использовать ее после очистки повторно, по данным Stork — до 15 раз.
Stork поставляет сетку RotaMesh в виде цилиндров со сварным швом. По специальному заказу могут поставляться и бесшовные цилиндры. Ширина цилиндров составляет от 254мм (10’’) до 1220 мм (48’’).
Разработанный Stork технологический процесс изготовления ротационных трафаретных форм включает следующие этапы:
1. Приклеивание к торцам цилиндрической сетки колец.
2. Обезжиривание сетки.
3. Нанесение копировального слоя.
4. Экспонирование копировального слоя через фотоформу.
5. Вымывание неэкспонированных участков копировального слоя.
6. Контроль и коррекция трафаретной формы.
Области применения трафаретных сеток Stork RotaMesh
Модели сеток Характеристики |
RM 75 |
RM 125 |
RM 215 |
RM 305 |
RM 405 |
|||||
Открытая область (в процентах) |
40 |
32 |
15 |
25 |
21 |
17 |
13 |
11 |
8 |
17 |
Грубые штрихи |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Тонкие штрихи |
- |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
Полутоновая графика |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
+ |
Крупный шрифт |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Мелкий шрифт |
- |
- |
- |
- |
- |
+ |
+ |
+ |
- |
+ |
Сплошная заливка |
- |
- |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
Грунтовка (праймер) |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
+ |
Металлизированные краски |
- |
- |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
Тактильная (рельефная) печать |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
Большинство технологических операций требует специального оборудования: станции для приклейки колец и нанесения копировального слоя, экспонирующего и вымывного устройств, а также установки для контроля и коррекции трафаретной формы. Помимо этого требуется мощный сушильный шкаф и резервуар для обезжиривания сетки. Процесс изготовления формы достаточно трудоемок и занимает несколько часов, причем большая часть этого времени уходит на операцию сушки, которая выполняется после приклейки колец, обезжиривания, нанесения копировального слоя и вымывания.
Для повторного использования сетки форма очищается от краски и копировальный слой удаляется с ее поверхности в вымывной установке. После обезжиривания сетки на нее может наноситься новый копировальный слой.
Основные достоинства технологии, предложенной Stork:
• высокое качество сварного шва;
• возможность многократного повторного использования сетки.
Технология изготовления ротационных трафаретных форм компании Stork
Технологическая операция |
Оборудование |
Приклеивание колец |
Станция для приклейки колец и нанесения копировального слоя, сушильный шкаф |
Обезжиривание сетки |
Резервуар с обезжиривающим составом, сушильный шкаф |
Нанесение |
Станция для приклейки колец и нанесения копировального слоя, сушильный шкаф |
Экспонирование |
Устройство для кругового экспонирования |
Вымывание |
Устройство для промывки, сушильный шкаф |
Контроль и коррекция трафаретной формы |
Установки для контроля и коррекции трафаретной формы |
Наиболее существенные недостатки:
• необходимость применения специального формного оборудования;
• сложность получения маски равномерной толщины и высокой гладкости;
• цилиндрические сетки занимают много места при транспортировке и хранении.
Важным требованием, предъявляемым к формам для ротационной трафаретной печати, является высокая гладкость их поверхности и малое отклонение от цилиндричности. Наличие на поверхности формы неровностей приведет к тому, что краска в процессе печати будет вытекать за пределы печатающих элементов. В разработанной Stork технологии копировальный слой наносится вручную, что ставит качество форм в зависимость от квалификации персонала, обслуживающего формный участок. Обычно для получения на поверхности сетки гладкой маски приходится наносить несколько слоев копировальной эмульсии, причем по мере увеличения общей толщины маски условия краскопереноса ухудшаются.
Gallus Screeny
Швейцарская компания Gallus предлагает изготовленные из никелированной стали, покрытые фотополимеризующимся копировальным слоем сетки Screeny. Они поставляются как в листах, так и в рулонах. Технология изготовления ротационных трафаретов Gallus Screeny включает следующие основные этапы:
1. Перфорация (пробивка приводочных отверстий) фотоформы, обрезка и перфорация трафаретной сетки.
2. Экспонирование копировального слоя через фотоформу.
3. Вымывание неэкспонированных участков копировального слоя.
4. Сушка копировального слоя.
5. Придание сетке цилиндрической формы и скрепление ее концов.
6. Приклеивание к торцам цилиндрической сетки колец.
Время изготовления ротационной трафаретной формы по технологии Screeny составляет около получаса, причем для этого требуется минимальное количество специализированного оборудования. Соединение концов сетки осуществляется с помощью специального пластикового замка, который затем фиксируется под нагревом. После окончания печати трафарет очищается от краски и от него отсоединяются кольца, которые могут использоваться многократно. Сетка Screeny регенерации не подлежит.

Присоединение колец к трафаретной сетке Gallus Screeny
К достоинствам технологии компании Gallus относятся малое время изготовления форм, отсутствие необходимости в приобретении комплекса дорогого специализированного формного оборудования, а также стабильное качество нанесения копировального слоя на сетку.
Главным недостатком является невозможность многократного использования сеток Screeny.
Telstar Engineering
Американская компания Telstar Engineering предлагает комплект оборудования для изготовления ротационных трафаретов с использованием жестких тканых и нетканых сеток. Основные этапы изготовления трафаретных форм соответствуют процессу, разработанному компанией Gallus.
Классификация сеток Gallus Screeny
Тип |
Назначение |
Толщина красочного слоя, мкм |
NF |
Печать тонких штриховых и растровых изображений |
5 |
KF |
Печать тонких штриховых изображений |
5 |
KM |
Печать тонких штриховых и рельефных изображений |
7 |
KS |
Печать штриховых и рельефных изображений |
10 |
HS |
Печать рельефных изображений |
10 |
HV |
Печать рельефных изображений |
14 |
DW |
Печать рельефных изображений |
40 |
BZ |
Печать шрифта Брайля (издания для слепых) |
280 |
Технология изготовления ротационных трафаретных форм компании Gallus
Технологическая операция |
Оборудование |
Перфорация фотоформы, обрезка и перфорация трафаретной сетки |
Ручной перфоратор и ручной резак |
Экспонирование |
Плоскостная экспонирующая установка |
Вымывание |
Водяной пистолет |
Сушка |
Сушильный шкаф |
Соединение концов сетки |
Сварочная установка |
Приклеивание колец |
Станция для приклейки колец |
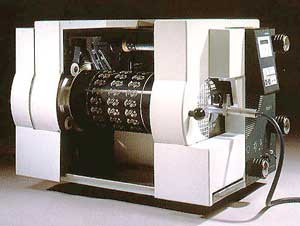
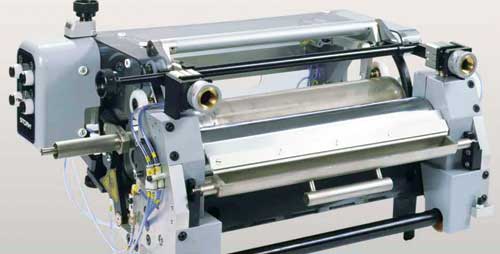
Ротационный трафаретный печатный аппарат
Оборудование для ротационной трафаретной печати
Секции ротационной трафаретной печати обычно имеют сходное построение. Краска подается внутрь вращающегося трафарета через трубу, которая также служит для крепления неподвижного ракельного ножа. Ракельный нож касается внутренней поверхности трафаретной формы, выдавливая краску на запечатываемый материал. При этом давление печати в ротационных трафаретных устройствах гораздо ниже, чем в тигельных и плоскопечатных машинах, где нож деформирует сетку. Твердость рабочего лезвия ракельного ножа должна быть ниже, чем твердость трафаретной сетки, поэтому оно изготавливается из полимера, например из полиуретана. Запечатываемый материал прижимается к ротационному трафарету печатным цилиндром с эластичной покрышкой.
Скорость ротационной трафаретной печати зависит также от конструктивных особенностей печатного аппарата. Как правило, она ограничивается характеристиками краски, в частности ее текучестью или мощностью сушильного устройства.
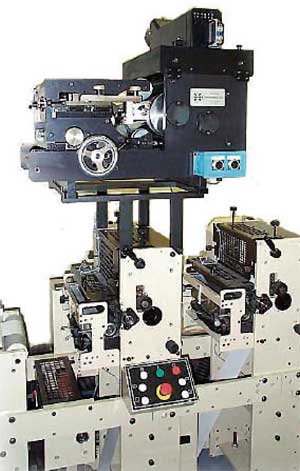
Универсальный ротационный трафаретный модуль RSI NW
Печатные машины-автоматы
Ротационные печатные машиныавтоматы в производстве печатной продукции широкого применения не нашли. Наиболее известной разработкой является однокрасочная листовая автоматическая трафаретная машина Sprimatic RS 700 компании Sprimag. Она имеет максимальный формат печати 1010x710 мм и производительность до 10 тыс. отт./ч. При автоматической подаче листов толщина запечатываемого материала может достигать 2 мм, при ручной — 100 мм. Ротационный трафарет имеет привод от серводвигателей, что облегчает регулировку приводки печатаемого изображения. Специалисты Sprimag разработали собственную технологию изготовления ротационных форм, предполагающую формирование маски на плоской сетке, после чего она натягивается на специальный цилиндрический каркас.
Основные параметры трафаретных сеток для ротационной печати Трафаретные сетки характеризуются следующими параметрами: • номером сетки (линиатурой) — числом отверстий на единицу длины; • толщиной; • диаметром отверстий; • относительной площадью отверстий (открытой поверхности) — отношением площади отверстий к площади всей сетки. Номер сетки определяет максимальное разрешение печати. Следует помнить, что при использовании сеток с более высокой линиатурой повышается риск появления пузырей воздуха в красочном слое. Диаметр отверстия определяет максимальный размер частиц пигмента в красках. Обычно эти величины соотносятся в пропорции 3:1. Относительная площадь отверстий определяет толщину наносимого на запечатываемый материал красочного слоя: сетки с большей открытой поверхностью обеспечивают более толстый слой краски. Количество наносимой краски зависит также от толщины копировального слоя и от линиатуры (чем больше линиатура, тем тоньше слой краски). |
Печатные модули
Наиболее широкое применение в производстве печатной продукции нашли модули трафаретной печати, устанавливаемые в печатноотделочные линии. Их можно разделить на две группы:
• универсальные, предназначенные для оборудования разных производителей;
• специализированные, разработанные для определенной серии машин или нескольких серий оборудования одного производителя.
В настоящее время универсальные решения предлагают компании Stork и Telstar Engineering.
Фирма Stork является крупнейшим поставщиком ротационного трафаретного оборудования. Первую ротационную трафаретную машину она представила еще в 1963 году на выставке ITMA. В 90х годах эта компания первой начала разработку универсальных ротационных трафаретных модулей для печатноотделочных линий ведущих мировых производителей. Сегодня она имеет OEMсоглашения с более чем 30 компаниями.

Универсальный ротационный трафаретный модуль RSI Compact
Универсальный ротационный трафаретный модуль компании Telstar Engineering на машине Mark Andy Scout
Stork поставляет универсальные модули RSI (Rotary Screen Integration) шириной от 254 до 900 мм, комплектуемые устройствами сушки УФизлучением или горячим воздухом. Универсальные трафаретные секции RSI NW (Narrow Web) могут устанавливаться стационарно или на специальных направляющих в верхней части машины, что позволяет изменять ее положение относительно других секций печатноотделочной линии. В RSI NW могут использоваться трафареты с длиной печати от 304 до 609 мм. Максимальная заявленная скорость печати — 125 м/мин.
Технические характеристики секций ротационной трафаретной печати Stork RSI NW
Модели секций Характеристики |
RSI 10 |
RSI 16 |
RSI 20 |
RSI 24 |
Максимальная ширина печати, мм |
254 |
406 |
508 |
610 |
Максимальная ширина материала, мм |
260 |
412 |
514 |
616 |
Максимальная длина печати, мм |
609 |
|||
Минимальная длина печати, мм |
304 |
406 |
||
Максимальная скорость печати, м/мин |
125 |
|||
Ротационный трафаретный модуль RSI Easy Fit для машин Gidue Combat
Компания Telstar Engineering производит печатные и отделочные модули, которые могут монтироваться в узкорулонных машинах различных моделей. Модули ротационной трафаретной печати Telstar оснащаются УФсушилками (возможно и применение установленной в машине УФсушилки) и обычно монтируются в верхней части печатноотделочной линии — над другими печатными секциями. Привод трафаретной секции может осуществляться как от серводвигателя, так и от общего привода машины. Конструкция крепежного кронштейна позволяет изменять положение трафаретной секции относительно других секций печатноотделочной линии.
Кроме того, Telstar Engineering разработала универсальный модуль Retrofit Screen Unit, в котором может устанавливаться устройство ротационной трафаретной или флексографской печати. Еще одной интересной разработкой Telstar является многокрасочный модуль ротационной трафаретной печати ярусного построения Rotary Screen Stack, включающий до трех секций и оборудованный сервоприводом. Telstar имеет опыт установки ротационных трафаретных секций в печатноотделочных линиях компаний Allied Gear, Comco, KoPack, Mark Andy, Nilpeter, Propheteer, Sanjo и Sanki.
Специализированные модули
Такие модули обычно разрабатываются для определенных серий машин с целью повышения их технологической гибкости, например для обеспечения возможности быстрой замены трафаретного печатного модуля на флексографский или отделочный. Увеличение числа специализированных решений привело к разработке рядом компаний машин с изменяемой конфигурацией. В подобных машинах трафаретные модули могут устанавливаться в любую секцию, заменяя печатный аппарат другого способа печати, например флексографский. Обычно такие трафаретные модули оснащаются сервоприводом и не имеют сушильного устройства, используя сушилку печатной секции.
Специализированные модули для своих печатноотделочных линий в настоящее время разработали компании Gallus, Gidue, Omet, Mark Andy, Nilpeter, Codimag и MPS. Все перечисленные компании, кроме Gallus, применяют технологии изготовления ротационных трафаретов Stork.