Из опыта эксплуатации подборочно-брошюровочной линии
Технологические возможности линии
Подборочно-брошюровальные линии на базе вертикальных листоподборочных башен и модулей шитья проволокой и фальцовки являются хорошим дополнением к печатным машинам половинного формата и к цифровым печатным машинам. Такие линии позволяют автоматизировать подборку комплектов листов и их брошюровку с получением готовой, скрепленной проволокой продукции. Хотелось бы поделиться с читателями опытом запуска и эксплуатации подобного оборудования.
Выбор оборудования
Летом2005 года на нашем предприятии в рамках программы управленческого учета проводилось изучение рабочих процессов брошюровочного цеха и нормирование труда. В ходе этого изучения выяснилось, что многие изделия переплетного цеха не соответствуют требованиям ГОСТа. Автор этих строк доложил об этом начальнику производственного управления в присутствии генерального директора. После обсуждения сертификации процессов по системе качества было принято решение приобрести новую автоматическую линию подборки и шиться брошюр проволокой. Первоначально было решено собрать информацию по всем решениям, предлагаемым на тот момент на российском рынке. Мы запросили информацию у поставщиков, в результате чего через две недели окончательно определился круг возможных решений, включавший оборудование C.P. Bourg, Duplo, Horizon, Plockmatic и Watkiss. По совокупности характеристик победителем оказалась линия Duplo 5000, а второе место занял комплекс Horizon на базе листоподборочных башен VAC-100. Поскольку наше предприятие имело долговременные связи с поставщиком оборудования Horizon, выбор был сделан в пользу этой марки.

Листоподборные башни VAC-100 и накопительный стол-стекер ST-40
Максимальный объем брошюры (без учета обложки)
|
Тип и плотность бумаги
|
||||
Офсетная, 65 г/м2 |
Офсетная, 80 г/м2 |
Мелованная, 80-90 г/м2 |
Мелованная, 115 г/м2 |
Мелованная, 150 г/м2 |
|
Максимальное число страниц |
76 |
60 |
76 |
68 |
56 |
Приемка, установка и обучение
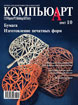
Наша линия состояла из следующих модулей: одна башня VAC-100 (их число можно увеличить до шести, и спустя полгода мы установили вторую башню), накопительный стол-стекер ST-40, секция шитья и фальцовки SPF-20A, а также модуль подрезки переднего обреза (вылета) брошюры FC-20A. Поставка была осуществлена через два месяца после заказа. Приехав на склад компании-поставщика, автор этих строк обнаружил, что акт приемки является не более чем формальностью: вся машина была упакована в несколько больших картонных коробок, вскрывать которые никто не собирался. Поэтому пришлось удовольствоваться внешним осмотром упаковки. В одной из упаковок оказалась рваная дыра — видимо, машина-погрузчик своими «вилами» протаранила бок коробки. Начальник склада ощупал через эту дыру внутренности коробки и заверил, что ничто не пострадало — удар пришелся в пустоту.
Через два дня прибыл сервисный инженер для установки машины и обучения персонала. На вытаскивание из коробок и установку по месту ушло полдня. Вместе с рабочими зонами вся линия заняла площадь 4x2 м. По задней стенке оставили сравнительно узкий проход, нужный исключительно для нечастого сервисного обслуживания. Поскольку производительность системы достаточно высока, то вдоль всей линии необходима дополнительная рабочая зона шириной 1,5-2 м для установки поддонов для заготовок и готовой продукции. С целью повышения удобства работы нами были заказаны рабочие столы на колесиках и с задними спинками — один стол на зарядку, один — на приемку. Размер столов — 100x60x90 см. Колесики позволяют им легко перевозить готовую продукцию от приемки до упаковки.
Обучение работе прошло легко и быстро, машина оказалась довольно простой в настройке. Листоподборочная башня и секция шитья и фальцовки оснащены сенсорными экранами управления. Работа для новичков облегчается за счет того, что все необходимые операции по настройке показываются на экранах, при этом интерфейс разработан таким образом, что знание иностранного языка не требуется, — используются только цифры, пиктограммы и рисунки. В целом интерфейс настолько прост, что операторы привыкли к нему в первую же неделю работы.
Проблема возникла с инструкциями. Комплект книг на английском языке был в порядке, но русский их перевод имелся только в электронном виде, без иллюстраций, да и качество перевода оставляло желать лучшего. На практике инструкциями пользовались следующим образом: читали в русском переводе текст, находили в английской книге соответствующую страницу и, глядя на иллюстрации в английском оригинале, попытались понять, о чем идет речь. Поскольку наши операторы английским техническим владеют неважно, даже со словарем, то было решено сделать перевод англоязычной инструкции в части периодического обслуживания линии и устранения неполадок.
Соответствие размеров бумаги режимам работы брошюровщика
Режим работы |
Размер бумажного листа, мм |
||
|
Длина |
Ширина |
|
Шитье внакидку |
Макс. |
500 |
350 |
Мин. |
180 |
120 |
|
Шитье втачку |
Макс. |
420 |
297 |
Мин. |
138 |
180 |
|
Шитье втачку с фальцовкой |
Макс. |
420 |
297 |
Мин. |
240 |
180 |
|
Шитье в угол |
Макс. |
364 |
297 |
Мин. |
210 |
210 |
|
Фальцовка без шитья |
Макс. |
500 |
350 |
Мин. |
180 |
120 |
|
Технологические возможности линии
Листоподборочная секция
Основа линии — листоподборочная машина (коллатор) Horizon VAC-100. Это машина башенного типа с вакуумной подачей листа. Вакуумная подача и индивидуальная настройка раздува на каждом лотке дают возможность работать с различными типами бумаг (мелованной, немелованной, каландрированной, офсетной, газетной) в любых сочетаниях.
Заявленный рабочий диапазон плотностей бумаг составляет от 52 до 208 г/м2, в реальности же оказалось возможно работать с бумагами плотностью от 45 до 300 г/м2. Формат подбираемых листов — от 148x148 до 350x500 мм.
У нас установлено две башни по десять лотков каждая. Это значит, что если в подобранном комплекте больше двадцати разных листов, то подборку нужно производить в два и более приемов, а затем соединять подобранные комплекты вручную. Также возможно программирование различных режимов подбора, «разделение» башен, когда с пяти лотков идет подборка, а другие пять лотков можно заряжать.
Из программируемых режимов работы листоподборки весьма интересен режим «подбор с прокладкой». Он применяется, когда через определенное число подборов необходимо вставить прокладку (одну или две). Например, если тетрадь состоит из обложки, титульного листа и 96 одинаковых страниц (24 листа), то подборка организуется следующим образом: с двенадцати лотков подбираются два комплекта одинаковых листов (12 листов x 2 подбора = 24 листа), а затем в автоматическом режиме вставляются две «прокладки» — обложка и титульный лист, после чего цикл повторяется.
Если подобранные комплекты листов подаются с башен с небольшим перекосом, то, благодаря регулируемым грузам на выходе из левой башни, эту косину можно устранить
Для наиболее эффективного использования Horizon VAC-100 можно порекомендовать следующее:
- старайтесь, если это возможно, чтобы число листов в готовом изделии не превышало двадцати (80 страниц), включая обложку, а также накидные и вкладочные листы. Например, для брошюры в обложке с шитьем на скрепку рекомендованное число внутренних страниц — не более 76. При этом число подбираемых листов необходимо согласовывать с плотностью бумаги, так как брошюру толщиной более 2 мм невозможно сфальцевать;
- листы для подбора должны быть строго одного размера, в противном случае неизбежны перекосы и замятия бумаги;
- если листы готового изделия меньше по формату, чем минимальный допуск машины, можно подбирать несколько изделий, отпечатанных на одном листе с последующей (после подборки) резкой.
Секция шитья и фальцовки
В линию с листоподборочными башнями установлена секция шитья и фальцовки Horizon SPF-20A. Она может работать как в автоматическом режиме (подобранные комплекты с листоподборочных башен VAC-100 по конвейеру поступают на брошюровку), так и с ручной загрузкой (подобранные комплекты подаются с лотка ручной подачи, минуя листоподборочную машину). Последний режим востребован, когда число листов подбора превышает количество лотков на башнях.
Формат листов до брошюровки должен составлять от 120x180 до 350x500 мм. Соответственно формат сброшюрованных изделий может составлять от 90x120 до 250x350 мм.
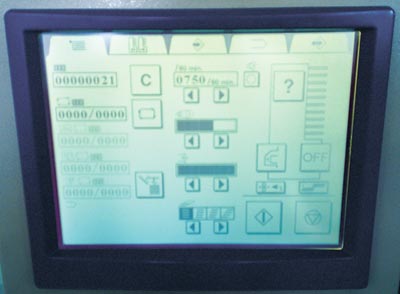
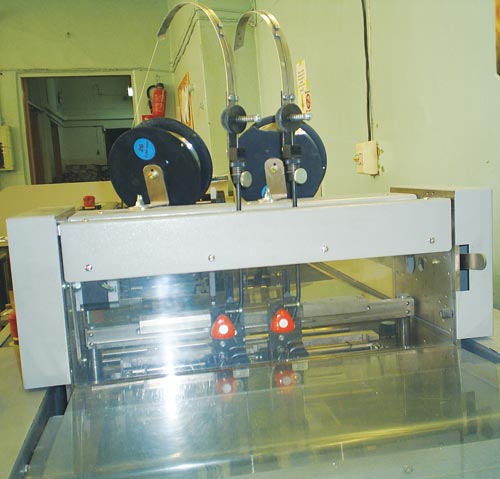
Секция шитья и фальцовки SPF-20A и модуль подрезки переднего обреза брошюры FC-20A
Существует возможность фальцовки и шитья комплекта листов не только «пополам», но и со сдвигом относительно середины листа. При этом фальц должен быть расположен не ближе, чем в 90 мм от кромки листа.
Для удобства работы нами была снята одна из прозрачных защитных крышек, как раз над секцией фальцовки: опасности для оператора это не представляло, а доступ к одному из проблемных мест машины упростился. Благодаря этому не раз случалось, что оператор успевал поправить неровно вставший в секцию фальцовки блок вручную, не подвергаясь при этом риску. А при установленной защитной крышке это приводило бы к порче блока или к остановке машины.
Швейные головки прошивают стопу толщиной 4 мм (приблизительно 30 листов плотностью 80 г/м2) без фальцовки. Если изделие, помимо шитья, необходимо сфальцевать, то толщина стопы бумаги не должна превышать 2 мм. Режимы работы брошюровщика: шитье внакидку (с фальцовкой или без таковой), шитье втачку, шитье втачку с последующей фальцовкой, шитье в угол, фальцовка без шитья.
Если листы готового изделия меньше по формату, чем минимальный формат машины, то можно обрабатывать несколько изделий, отпечатанных на одном листе, с последующей (после подборки, шитья и фальцовки) резкой. Например, мы печатали хоккейный абонемент формата 190x50 мм, размещая по четыре макета на листе (формат 190x200 мм), а после подборки и фальцовки комплект листов разрезался на заданный формат на одноножевой резальной машине и сшивался на одноголовочной проволокошвейной машине. В другом случае печатались читательские билеты городской библиотеки, которые подбирались и скреплялись двойниками, а затем разрезались. Хотя на швейную секцию можно установить до четырех швейных головок (за дополнительную плату), мы ограничились только двумя, поэтому читательский билет был сшит одной скрепкой. Однако за счет хорошего обжима и качественного шитья скрепление было очень прочным — билет не «расползался» в руках.
В швейные головки Hohner Universal 43/6 можно устанавливать проволоку диаметром от 0,40 до 0,55 мм. При этом надо следить, чтобы на обеих головках стояла проволока одного и того же диаметра, иначе обязательно возникнут проблемы при шитье.
Для швейных головок предлагается специальный набор, позволяющий шить скрепкой с файловой петлей (в английском каталоге он называется «set for loop stitching»). Кроме того, для шитья скрепкой с файловой петлей необходимо устанавливать на подрезчик переднего обреза Horizon FC-20A специальный упор с вырезами под петли либо подобные вырезы можно проточить в имеющемся упоре самостоятельно. Изучив вопрос, мы отказались от этого приобретения, поскольку заказов с такой скрепкой не очень много, а стоимость набора весьма велика.
Параллельная работа секций
Возможен также вариант работы, при котором с одной башни листы подаются в швейную секцию, а с другой башни в это же самое время выполняется подборка на накопительный стол (правый выклад). Но для такого распараллеливания работ необходимы как минимум две управляющие башни и дополнительный накопительный стол.
Мы в своей работе используем более простой вариант организации параллельной работы. Для этого секция шитья и фальцовки путем разъединения кабеля физически отсоединяется от башни и накопительного стола. В результате один оператор получает возможность подбирать с башен в накопительный стол, а второй оператор одновременно — выполнять шитье с ручной подачей комплектов листов.
Все необходимые операции по настройке показываются на экранах, при этом интерфейс разработан так, что знание иностранного языка не требуется, — используются только цифры, пиктограммы и рисунки
Производительность
Линию может обслуживать один человек, который выполняет сталкивание заготовок и их зарядку в лотки, настройку оборудования перед работой и регулировку на ходу, приемку, отбраковку и счет. При необходимости увеличить производительность на линию можно поставить одного-двух помощников оператора: на зарядку и на приемку.
Если подобранные комплекты листов подаются с башен с небольшим перекосом, то, благодаря регулируемым грузам на выходе из левой башни, эту косину можно устранить
Реальная рабочая скорость подборки, как показала практика, не выше 5000 комплектов в час. Если подбираемый комплект состоит из двух листов достаточно плотной бумаги, то скорость можно увеличить и до заявленных 9000 комплектов в час, правда такие заказы весьма редки, да и лотки опустошаются быстрее, чем их успевают заряжать. Реальная скорость изготовления брошюр в большой степени зависит от плотности и формата бумаги, но в среднем можно работать с производительностью 1500-1800 комплектов в час. При работе с плотной бумагой скорость можно увеличить до 2500-3000 брошюр в час. Производительности 5000 тыс. брошюр в час мы смогли достичь только на одном виде продукции с небольшим количеством листов и на плотной бумаге.
В швейные головки Hohner Universal 43/6 можно устанавливать проволоку диаметром от 0,40 до 0,55 мм
Проблемы и решения
Одной из сложных оказалась проблема застревания в тянущих валах фальцовки прошитой и сфальцованной брошюры из-за ее чрезмерной толщины. Сервисный инженер подтвердил, что толщина фальцовки блока ограничена зазором между фальцевальными валами, конструкция которых не предусматривает возможность регулировки. Однако в нашем случае блок не проходил через тянущие валы, расположенные за фальцевальными валами. Проблема была решена путем проб и ошибок — помогли два кусочка перелетного картона. Итак, если брошюра большой толщины после фальцовки упирается в тянущие валы, то для устранения проблемы необходимо временно раздвинуть тянущие валы, подложив под их упоры те самые кусочки картона. После окончания работы не забудьте вернуть упоры валов в исходное положение, вытащив картонки.

Для организации параллельной работы секция шитья и фальцовки путем разъединения кабеля физически отсоединяется от башни и накопительного стола
Сами тянущие валы подпружинены и предусматривают подобную регулировку, но из-за того, что пружины очень мощные, в одиночку ее не произвести: один человек тянет вал вверх, а второй подкладывает и закрепляет скотчем кусочки картона.
Нормы отходов при подборке и брошюровке
Подборка |
|
Плотность бумаги, г/м2 |
Норма отходов, % от тиража |
Менее 65 |
2 |
65-250 |
1 |
Шитье брошюры внакидку |
|
Тираж, экз. |
Норма отходов, экз.* |
До 500 |
20 |
501-5000 |
50 |
5001-15 000 |
100 |
15 001-30 000 |
150 |
Большие проблемы создала подборка самокопирующихся бланков. Очень легкая бумага при быстрой подборке попадала в завихрения воздуха в накопительном столе и сминалась. Проблема решалась путем снижения скорости подбора, но при этом пропадал всякий смысл выполнения этой работы, так как при подборке вручную скорость была ничуть не ниже. В результате от этого вида работ нам пришлось отказаться.

Реальная рабочая скорость достигает 5000 комплектов в час
Много хлопот доставил нам верхний оптический датчик на входе в накопительный стол. По-видимому, он попадает в зону удара подобранных комплектов листов, которые понемногу, раз за разом, сдвигают этот датчик, и в какой-то момент он начинает выдавать ошибку. Эта проблема решается, если оператор будет рукой периодически поправлять этот датчик.

Если брошюра большой толщины после фальцовки упирается в тянущие валы, то для устранения проблемы необходимо временно раздвинуть тянущие валы, подложив под их упоры кусочки картона
Шитье брошюр с обложкой, лакированной глянцевым УФ-лаком, неожиданно вызвало проблемы в секции подрезки переднего края. Из-за слабого сцепления с транспортировочными ремнями готовая брошюра на большой скорости буквально влетала в секцию подрезки и вставала наискосок по отношению к ножу. Уменьшение скорости линии не принесло никаких результатов — лишь изменился угол перекоса брошюры. Единственным выходом представлялось увеличение трения транспортировочных ремней. В результате возникла идея наклеить на них какой-нибудь шероховатый материал. Но в итоге мы обошлись без внесения каких-либо изменений в машину. Было найдено следующее решение: в первый лоток башни листоподбора заряжались листы бракованной тонкой офсетной бумаги, а обложку укладывали во второй лоток. Таким образом, после подборки лакированную обложку брошюры закрывал лист нескользкой бумаги. После этого резка пошла идеально, а на приемке оставалось только сорвать с брошюры верхний «тормозящий» лист.

Положение верхнего оптического датчика на входе в накопительный стол следует периодически корректировать
Конечно, работать абсолютно без брака нельзя, его появление возможно как в процессе настройки на тираж, так и в ходе работы. С течением времени мы смогли выработать нормы на брак (см. табл. «Нормы отходов при подборке и брошюровке»). Однако наибольшее количество брака связано не с техническими неполадками машины, а с так называемым человеческим фактором. Случается, особенно в процессе обучения, что оператор неправильно заряжает лотки: или не в правильном порядке, или путает лицо-оборот какого-нибудь листа. Если оператор как следует не проверит правильность подбора на пробном комплекте в самом начале работы или в процессе перезарядки опустевших лотков, то линия начнет делать брак со скоростью в несколько тысяч брошюр в час.
Техническое обслуживание
Линия требует минимального обслуживания. После каждой смены необходимо протирать этиловым спиртом все ленты транспортера и все резиновые валики, чтобы удалить перешедшую на них с отпечатков краску. Иногда, если отпечатки не успели как следует высохнуть после печати, чистку приходится производить в процессе работы. Бумажную пыль мы убираем специально купленным для этой цели бытовым пылесосом с двумя режимами работы: на вдув и на выдув. Время от времени требуют чистки оптические датчики в лотках башен, для этого используют специальную щетку, идущую в комплекте с машиной. Система смазки секции шитья и фальцовки централизованная: масло заливается в масленку, откуда по маслопроводам оно подается к точкам смазки. Отдельной смазки требуют только швейные головки. В общем, обслуживание можно считать очень простым.
* * *
В целом линия Horizon показала себя хорошо. Малое время перенастройки с тиража на тираж, качественное шитье, удобство обслуживания — вот основные ее преимущества. Ее скорости достаточно, чтобы успевать перерабатывать все, что напечатает небольшая типография. При этом следует учитывать, что необходимыми условиями успеха являются высокое качество резки листов, четкое следование инструкции и достаточная квалификация оператора.