
Многообразие орловской печати
Как приятно в разговоре о многоцветной печати, применяемой в производстве защищенной полиграфической продукции, с видом знатока махнуть рукой и многозначительно произнести: «Это вы про “оловскую печать”? Знаемзнаем...»
А все ли мы знаем?
Согласно энциклопедии, «орловская печать» — способ получения многокрасочного изображения с одной сборной печатной формы за один прогон.
Отдельные красочные слои формируются на цветоделенных формах, а затем переносятся на сборную форму. Это позволяет за один прогон листа через печатную машину переносить на оттиск без какихлибо смещений или разрывов многокрасочный рисунок, соответствующий оригиналу.
Наиболее характерно точность совпадения красок проявляется на стыках линий, переходящих из одного цвета в другой (рис. 1). Это обстоятельство, а также красота многоцветного изображения сделали орловскую печать одним из главных элементов рисунка бумажных денег. Точность совпадения красок на рисунке является важным методом защиты продукции от подделки.
Рис. 1. Банкнота номиналом 1 руб. (фрагмент) советского периода. На иллюстрации хорошо видны места приводки двух разных красок в орловской печати
Главная особенность и оригинальность орловской печати состоит в том, что при воспроизведении многокрасочного оригинала достигается абсолютно точное совпадение (приводка) элементов рисунка, печатаемых разными по цвету красками, что недостижимо при печатании обычным типографским и другими способами печати.
Этот способ печати был изобретен мастеромтипографом И.И. Орловым в 1890 году.
Но ведь не может быть, чтобы почти за 125 лет технология не претерпела никаких изменений?
Способ формирования многокрасочного рисунка орловской печати с ирисовым эффектом в пределах полного охвата по окружности
Как известно, способ орловской многокрасочной печати базируется на закатывании краской сборной печатной формы с помощью красочных шаблонов. Сборная печатная форма и красочные шаблоны устанавливаются соответственно на формном цилиндре и на шаблонных валиках. Таким образом, сущность данной печати состоит в формировании отдельных красочных слоев на цветоделенных формах, их переносе на сборную форму и отсюда — на воспринимающую поверхность.
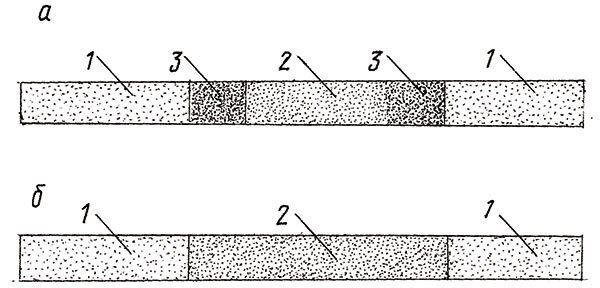
Рис. 2. Формирование непрерывно окрашенной линии в прямой орловской печати (а); показана четкая граница между участками линии синего цвета и участками линии желтого цвета в косвенной орловской печати (б)
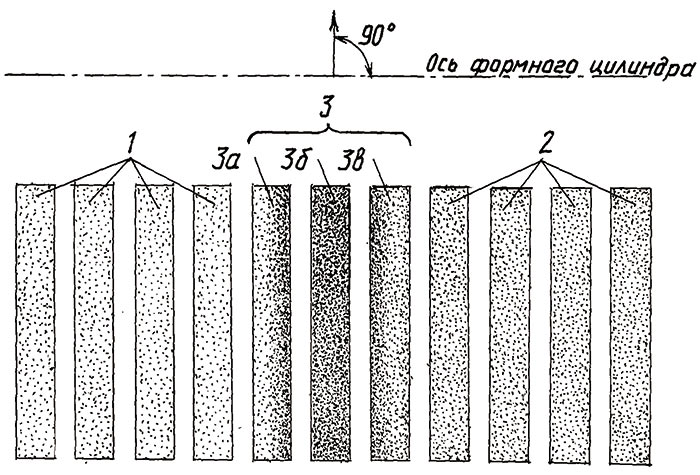
Рис. 3. Зона смешения красок между основными цветами — желтой и синей краски
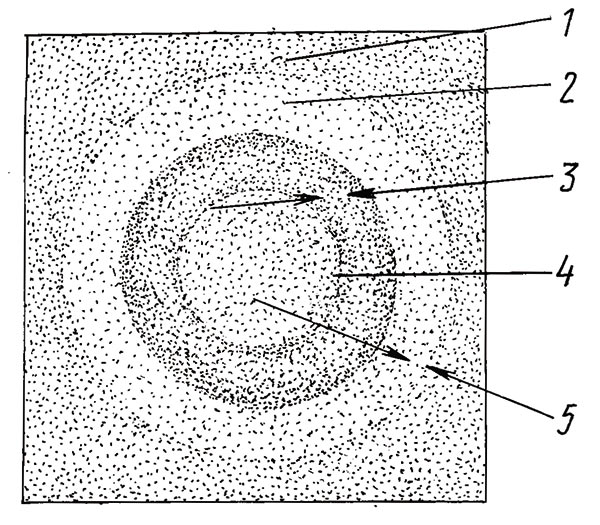
Рис. 4. Зона плавного перехода красок
от красного к синему цветам с образованием дополнительного цвета
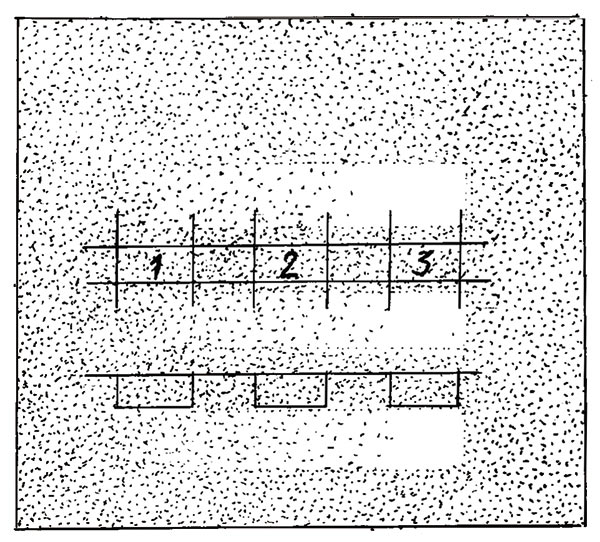
Рис. 5. Участки синей краски, позволяющие формировать в пределах однокрасочного орловского рисунка свои фрагменты
Пояснения Непрерывно окрашенная линия (рис. 2а) в применяемом в настоящее время способе прямой орловской печати содержит участок 1, соответствующий желтому цвету, Формирование же непрерывно окрашенной линии в косвенной орловской печати характеризуется отсутствием зоны смешения между двумя участками различных цветов краски. На рис. 2б показана четкая граница между участками линии синего цвета 2 и участками линии желтого цвета 1. Отсутствие зоны смешения двух цветов в косвенной орловской печати и малая величина длины этой зоны в прямой орловской печати не позволяют увеличить за их счет цветовую гамму и красочность самой непрерывно окрашенной линии и соответственно самого орловского рисунка. Применяемая также в настоящее время ирисовая (радужная) печать позволяет получить на многокрасочном рисунке плавную зону перехода по цвету между двумя основными цветами. Ширина этой плавной зоны колеблется в пределах от 4 до 6 мм. На рис. 3 показана зона смешения красок между основными цветами: 1 — желтой краски и 2 — синей краски. Для этой зоны 3 характерен плавный переход цвета от желто-синего 3а к зеленому 3б и сине-желтому 3б цветам. При этом увеличивается общая красочность рисунка за счет образования от смешения красок дополнительного зеленого цвета. Однако ирисовый эффект имеет место только при строгой ориентации многокрасочного рисунка относительно направления оси формного цилиндра печатной машины. Это направление соответствует перпендикулярному расположению рисунка (см. рис. 3). Другой особенностью ирисовой печати является постоянное значение ширины зоны смешения красок 3. Оптическая плотность участков многокрасочного рисунка 1, 2 и 3, определяемая толщиной красочного слоя, также имеет постоянное значение. Согласно описываемой технологии, в структурную составляющую рисунка орловской печати — непрерывно окрашенную линию вводится зона плавного перехода цвета от одного красочного участка к другому красочному участку. При этом, в отличие от известного способа ирисовой печати, ирисовый эффект в рисунке образуется в пределах полного охвата направлений ориентации по окружности. Таким образом, эта зона плавного перехода красок в непрерывно окрашенной линии теперь не зависит от ориентации ее относительно оси формного цилиндра печатной машины. Сама зона плавного перехода красок характеризуется образованием дополнительного цвета. Причем длина этой зоны не лимитируется и может варьироваться от 1 до 25 мм и выше. На рис. 4 показана зона плавного перехода красок от красного2 к синему 1 цветам с образованием дополнительного цвета 4. Эта зона перехода красок воспроизведена в пределах полного охвата по окружности от 0 до 360 °. Как видно из зоны плавного перехода красок 5, длина этой зоны может варьироваться в широком диапазоне, в том числе и непрерывном, на многокрасочном орловском рисунке. И наконец, многокрасочный рисунок орловской печати имеет в пределах одной краски участки как минимум с тремя различными оптическими плотностями. Для создания трех оптических плотностей в пределах одной из основных красок непрерывно окрашенной линии может быть использована убывающая по площади заполнения непрерывная или ступенчатая растровая шкала, увеличивающая пограничную зону красочного шаблона, линейные размеры и градационные характеристики которой определяют длину зоны и плавность перехода красок. Для получения трех оптических плотностей растровая шкала может быть выполнена, например, с площадью заполнения полей растровой ячейки на10, 40 и 80%. На рис. 5 показаны участки 1, 2 и 3 синей краски, позволяющие формировать в пределах однокрасочного орловского рисунка свои фрагменты. Увеличение зоны плавного перехода цветов между различными смежными участками непрерывно окрашенной орловской линии позволяет, в отличие от традиционного построения такой линии (см. рис. 2), создать новые художественные и технологические возможности построения самого многокрасочного орловского рисунка. Ирисовые зоны перехода красок увеличивают общую красочность рисунка за счет дополнительного цвета и за счет цветовых оттенков без ограничения их ориентации по окружности и длине таких зон. Этим требованиям отвечает возможность введения в многокрасочный орловский рисунок фрагментов, составленных из различных оптических плотностей в пределах одного цвета. |
Многокрасочное орловское изображение формируется за счет создания непрерывно окрашенной линии с переходом цветов. Здесь под переходом цветов такой линии имеется в виду окрашивание различных ее участков в соответствующие цвета. При этом граница перехода участка линии одного цвета в участок линии другого цвета характеризуется отсутствием зон смешения этих красок в косвенной орловской печати и наличием минимальной зоны смешения красок в прямой орловской печати. Таким образом, все красочные шаблоны при наложении их на сборную печатную форму полностью закрывают всю площадь живописного поля сборной формы без наложения различных отдельных красочных площадей друг от друга.
Основным недостатком существующего способа формирования многокрасочного фонового рисунка при орловской печати является отсутствие зоны смешения между двумя участками различных цветов краски.
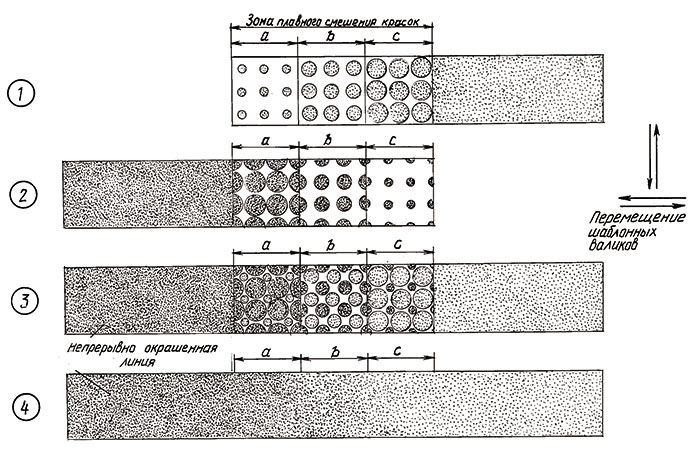
Рис. 6. Иллюстрация основных положений формирования зоны плавного смешения двух красок с образованием дополнительного цвета
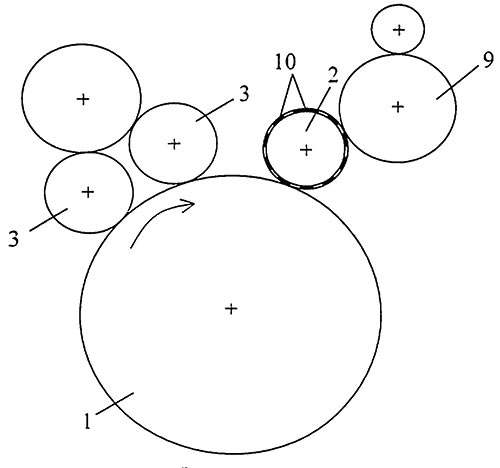
Рис. 7. Схема одного из вариантов построения печатного устройства
Отсутствие зоны смешения двух цветов в косвенной орловской печати и малая величина длины этой зоны (недостаточная для получения смешанной краски) в прямой орловской печати не позволяют увеличить за их счет цветовую гамму и красочность самой непрерывно окрашенной линии и соответственно самого орловского рисунка.
Указанная задача решается в предложенной технологии формированием многокрасочного рисунка орловской печати, включающим нанесение основной структурной составляющей рисунка в виде непрерывно окрашенной линии с переходом цветов, при этом в упомянутую непрерывно окрашенную линию вводят зону плавного перехода цветов от одного красочного участка к другому красочному участку с образованием в рисунке ирисового эффекта в пределах полного охвата направлений ориентации по окружности.
Длина зоны плавного перехода цветов в непрерывно окрашенной линии не лимитирована и составляет от 1 до 25 мм и выше. Зоны плавного перехода цветов могут варьироваться по длине и ширине в широком диапазоне значений.
Также в упомянутый рисунок могут быть включены фрагменты, составленные из различных оптических плотностей — не менее трех, в пределах одного основного слоя.
Технический результат, который может быть получен при использовании этой технологии, заключается в создании новых художественных и технологических возможностей построения самого многокрасочного орловского рисунка. Ирисовые зоны перехода красок увеличивают общую красочность рисунка за счет дополнительного цвета и за счет цветовых оттенков без ограничения их ориентации по окружности и длине таких зон.
Многокрасочный орловский рисунок с ирисовым эффектом имеет более высокие защитные свойства, включая невозможность воспроизведения этого рисунка на цветных копировальномножительных автоматах, что является определяющим в производстве ценных бумаг (банкнот).
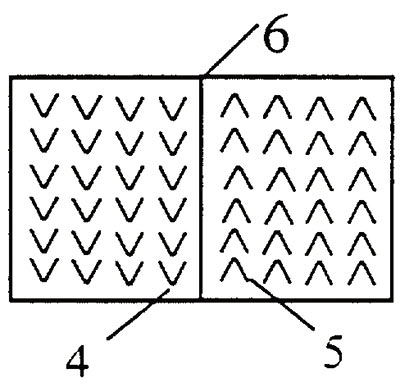
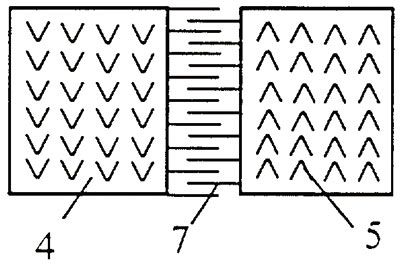
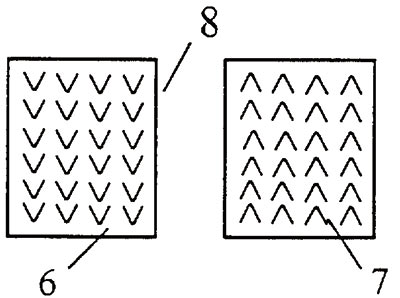
Рис. 8. Различные виды
граничных участков красочных полос
Способ орловской косвенной или прямой многокрасочной печати с ирисовым эффектом в пределах полного охвата по окружности
Способ орловской многокрасочной печати базируется на закатывании краской сборной печатной формы с помощью красочных шаблонов, при этом сборная печатная форма и красочные шаблоны устанавливаются соответственно на формном цилиндре и на шаблонных валиках. Привод шаблонных валиков от формного цилиндра осуществляется посредством зубчатой передачи. Такая передача обеспечивает фиксированное положение шаблонов относительно сборной печатной формы, которое сохраняется в процессе печатания.
Многокрасочное орловское изображение формируется за счет создания непрерывно окрашенной линии с переходом цветов. Здесь под переходом цветов такой линии имеется в виду окрашивание различных ее участков в соответствующие цвета. При этом граница перехода участка линии одного цвета в участок линии другого цвета характеризуется отсутствием зон смешения этих красок в косвенной орловской печати и наличием минимальной зоны смешения красок в прямой орловской печати. Таким образом, все красочные шаблоны при наложении их на сборную печатную форму полностью закрывают всю площадь живописного поля сборной формы без наложения различных отдельных красочных площадей друг на друга.
Шаблон по построению представляет собой плашку со стопроцентным заполнением печатающей (передающей краску) поверхности. Конфигурация таких поверхностей определяется рисунком воспроизводимого многокрасочного изображения.
Как уже отмечалось, основными недостатками существующего способа являются отсутствие зоны смешения между двумя участками различных цветов краски в косвенной орловской печати и малая величина длины этой зоны (недостаточная для получения смешанной краски) в прямой орловской печати, что не позволяет увеличить за их счет цветовую гамму и красочность непрерывно окрашенной линии, а значит, и самого орловского рисунка.
Как добиться улучшения качества продукции, а именно красочности и цветовой гаммы окрашенной линии, и следовательно, повышения защищенности ценных документов от возможности подделок, в частности получения в защитном рисунке зоны плавного перехода красок, позволяющей создать ирисовый эффект в пределах полного охвата изображения по окружности?
Поставленная задача решается путем использования предложенного способа косвенной или прямой многокрасочной орловской печати, заключающегося в закатывании краской сборной печатной формы формного цилиндра с помощью связанных с ним посредством зубчатой передачи шаблонных валиков. При этом, согласно описываемой технологии, закатывание краской сборной печатной формы формного цилиндра с помощью шаблонных валиков осуществляют путем придания им принудительного циклического возвратнопоступательного движения в осевом направлении и по окружности — относительно формного цилиндра (возвратная пульсация) без нарушения зубчатого привода их от последнего. Величина возвратнопоступательного перемещения шаблонных валиков лежит в диапазоне от 0,2 до 4,0 мм, а соотношения между количеством возвратных перемещений и числом оборотов вращения шаблонных цилиндров являются иррациональными числами, лежащими в диапазоне от 2 до 10.
Описываемый способ также предусматривает установку дополнительного аккумулирующего шаблонного валика с принудительным перемещением в пределах величин, соответствующих указанным величинам перемещения шаблонных валиков. Названный валик представляет собой плашку по формату живописного поля сборной печатной формы и воспринимаетпередает многокрасочное изображение во время своего контакта с резиновыми полотнами сборного офсетного цилиндра.
Пограничную зону красочного шаблона увеличивают за счет введения убывающей по площади заполнения, непрерывной или ступенчатой растровой шкалы, которая выполнена точечной или линейной. Линейные размеры и градационные характеристики этой шкалы определяют длину зоны и плавность перехода красок, при этом ее линиатура растра лежит в диапазоне значений 840 лин/см.
Градационная характеристика ступенчатой растровой шкалы соответствует площадям заполнения полей растровой ячейки 80, 60, 40 и 20%. Для создания трех оптических плотностей в пределах одной из основных красок непрерывно окрашенной линии используют растровую шкалу с площадью заполнения полей растровой ячейки 10, 40 и 80%.
Предусматривается также, что для каждой пары основных печатных красок подбирают определенное соотношение значений показателя вязкости красок при их общем диапазоне значений 20125 пуаз.
Технический результат, который может быть получен при использовании описываемой технологии, заключается в создании новых художественных и технологических возможностей построения самого многокрасочного орловского рисунка. Ирисовые зоны перехода красок увеличивают общую красочность рисунка за счет дополнительного цвета и цветовых оттенков без ограничения их ориентации по окружности и длине таких зон.
Шаблонным валикам при закатывании краской сборной печатной формы формного цилиндра придается возможность постоянного циклического возвратнопоступательного принудительного перемещения относительно формного цилиндра в осевом направлении и по окружности, без нарушения их зубчатого привода от формного цилиндра. Величина такого перемещения шаблонного валика лежит в диапазоне значений от 0,2 до 4,0 мм, что соответствует смещению шаблона относительно центрального положения в пределах от 0,1 до 2,00 мм в обоих направлениях. Цикличность такого перемещения из одного крайнего положения в другое для соотношения диаметров шаблонного цилиндра и сборного офсетного цилиндра, равного 1: 2, составляет 210 полных оборотов сборного офсетного цилиндра, то есть соотношения между количеством возвратных перемещений и числом оборотов вращения шаблонных цилиндров являются иррациональными числами, лежащими в диапазоне от 2 до 10.
Способ предусматривает также введение дополнительного аккумулирующего шаблонного валика с принудительным раскатом в пределах указанных выше величин, который обеспечивает равномерное смешение красок в зоне плавного их перехода. Аккумулирующий шаблон представляет собой плашку по формату живописного поля сборной печатной формы. Аккумулирующий шаблонный валик не имеет красочного аппарата и воспринимаетпередает многокрасочное изображение во время своего контакта с резиновыми полотнами сборного офсетного цилиндра. В прямой орловской многокрасочной печати установка аккумулирующего шаблонного валика с принудительным раскатом объясняется тем, что вследствие расположения сборной печатной формы и красочных шаблонов на одном формном цилиндре требуется использование дополнительного шаблонаплашки.
В конструкцию красочного шаблона, в его пограничную зону, введена растровая шкала, плотность которой задается в зависимости от площади заполнения растровой ячейки. Относительно границы шаблона эта площадь убывает, составляя ряд значений от 100 до 0%. Сама растровая шкала может быть ступенчатой или непрерывно убывающей. Размеры и характеристики этой растровой шкалы являются определяющими в образовании и формировании зоны плавного смешения красок в непрерывно окрашенной линии.
Линиатура растра такой шкалы лежит в диапазоне значений 840 лин/см. Ширина растровых переходов — от 0 до 50 мм.
Длина зоны плавного перехода красок определяется общим размером растровой шкалы и лежит в пределах от 1 до 25 мм и выше. Сама плавность перехода краски в этой зоне зависит от градационных характеристик растровой шкалы. Этим требованиям отвечает, например, пятипольная шкала с площадью заполнения полей
80, 60, 40 и 20%.
Использование растровой шкалы, например, с площадью заполнения 10, 40, 80% позволяет получить не менее трех оптических плотностей в пределах одного основного цвета многокрасочной непрерывно окрашенной линии. Здесь различная оптическая плотность линии создается за счет уменьшения толщины красочного слоя на ней вследствие изменения площади заполнения растровой шкалы данного красочного шаблона.
Плавность смешения красок и выявления зоны с дополнительным цветом в непрерывно окрашенной линии зависит не только от цветовых характеристик красок, но и от подбора величин вязкостей основных печатных красок, образующих эту зону. Подбор показателей вязкости печатных красок ведется в диапазоне значений 20125 пуаз. Например, значения вязкости двух печатных красок, образующих зону плавного перехода красок для косвенной орловской печати, соответственно равны 70 и 80 пуаз.
Для прямой орловской многокрасочной печати, когда сборная печатная форма и красочные шаблоны расположены на одном формном цилиндре, зона плавного смешения красок в непрерывно окрашенной линии достигается за счет принудительного перемещения сборных валиков по п. 1 и установки дополнительного шаблона — плашки и аккумулирующего сборного валика с принудительным перемещением по п. 2 при условии выполнения требований пп. 3 и 4.
Шаблоны красной и синей красок 1, 2 имеют растровые шкалы со следующими значениями ее заполнения: 80, 40 и 20%. Соответственно наложение шаблонов при формировании непрерывно окрашенной линии приводит к образованию зон совмещения красок a, b, c. Таких зон совмещения красок три: 3a=1a+2a, 3b=1b+2b и 3c=1c+2c. Площадь заполнения этих зон по растровым шкалам шаблонов синей и красной красок соответственно составляет следующий ряд: 3a — 80% + 20%, 3b — 40%+40%, 3c — 20%+80%. Плавная зона перехода цветов между основными синей и красной красками не может быть получена в обычных способах орловской косвенной и прямой многокрасочной печати. Здесь вследствие отсутствия смешения красок растровый рисунок непрерывно окрашенной линии переходит в многокрасочное изображение на оттиске 3.
Принудительное перемещение шаблонных валиков при условии выполнения п.п. 14 приводит к образованию на непрерывно окрашенной линии зон смешения красок 4a, 4b и 4c с появлением зоны дополнительного цвета 4b. Полный цветовой ряд с учетом зоны смешения красок на непрерывно окрашенной линии в приведенном примере представляется следующим плавным переходом цветов: синий — синекрасный — фиолетовый — красносиний — красный. Таким образом, согласно описываемой технологии, в структурную составляющую рисунка орловской печати — непрерывно окрашенную линию, вводится зона плавного перехода цвета от одного красочного участка к другому. При этом, в отличие от известного способа ирисовой печати, ирисовый эффект в рисунке образуется в пределах полного охвата направлений ориентации по окружности. Таким образом, эта зона плавного перехода красок в непрерывно окрашенной линии не зависит теперь от ориентации ее относительно оси формного цилиндра печатной машины.
Способ орловской прямой или косвенной печати и печатное изображение
Недостатком известного способа орловской печати является недостаточное количество вариантов цветовой гаммы, получаемой в зоне плавного перехода красок, что сказывается на качестве защиты ценных бумаг.
Техническим результатом описываемой технологии является повышение качества защиты ценных бумаг.
Достигается это тем, что для закатывания участков сборной печатной формы формного цилиндра используют свободно смонтированные относительно последнего накатные валики, выполненные с возможностью образования участков полос из разноцветных красок на формном цилиндре, ориентированных в направлении вращения формного цилиндра и с образованием границ между полосами с резким переходом и/или с плавным ирисовым переходом и/или с пробельной зоной, затем осуществляют передачу красочного слоя с участков двух или более полос на формном цилиндре на шаблонный или промежуточный валики с раскатным цилиндром, выполненным с возможностью осевого возвратнопоступательного перемещения для перемешивания исходных красок на выполненных на шаблонном валике печатных элементах, при этом при образовании зоны совмещения красок одновременно с их передачей осуществляют возврат смеси из этих красок на участки сборной печатной формы, конфигурация которых определяется печатными элементами шаблонного валика с полным или частичным перекрытием смесевыми зонами красочных полос и их граничных участков.
Используют два шаблонных валика, установленных с обеспечением возможности нанесения смеси исходных красок на одинаковые участки сборной печатной формы.
Создание в зонах совмещения красок плавного перехода при разделении цветов красок в осевом направлении выполняют один или несколько шаблонных валиков или раскатной цилиндр с обеспечением возможности возвратнопоступательного перемещения.
Создание в зонах совмещения красок плавного перехода при разделении цветов красок в направлении вращения формного цилиндра выполняют один или несколько шаблонных валиков или раскатной цилиндр с обеспечением возможности пульсирующего перемещения в направлении вращения формного цилиндра.
Получают печатное изображение в соответствии с вышеназванными признаками.
Способ орловской прямой или косвенной печати осуществляется так, как показано на рис. 710.
Технология реализуется следующим образом.
Сборную печатную форму формного цилиндра 1 закатывают в необходимых местах двумя или более цветами красок, различными по цвету, с использованием накатных валиков 3 с ориентированными красочными полосами 4 и 5, границы между которыми выполняют с резким переходом 6 и/или с плавным ирисовым переходом 7 и/или с пробельной зоной 8. Сочетание на изображении видов граничных участков, вариантность их чередования может быть различной, что увеличивает защиту изображения от подделки.
Отдельная раскатная группа, не связанная с основной красочной группой, включает шаблонный валик 2, который снимает со сборной формы 1 две или более исходные краски. Съем красок может быть осуществлен через промежуточные валики с последующей передачей на шаблонный валик. Возможна установка второго шаблонного валика 2, имеющего согласование с первым валиком, для более стабильного смешивания исходных красок. Из этих исходных красок за счет осевого возвратнопоступательного перемещения раскатного цилиндра 9 на печатных элементах 10 шаблонного валика 2 образуется смесь из двух или более красок, которая отличается по цвету от исходных красок. Одновременно смесь из исходных красок подается обратно на сборную печатную форму формного цилиндра 1 в необходимые места, конфигурация которых определяется печатными элементами 10 шаблонного валика 2, выполненного в виде различных геометрических фигур, рисунков и т.д., что обеспечивается за счет взаимного согласованного зубчатого зацепления шаблонного валика 2 и формного цилиндра 1. Сформированное таким образом многокрасочное изображение (см. рис. 810) в виде непрерывно окрашенных линий с зонами совмещения красок переносится непосредственно со сборной формы на бумагу (прямая орловская печать) или на резиновое полотно офсетного цилиндра (косвенная орловская печать).
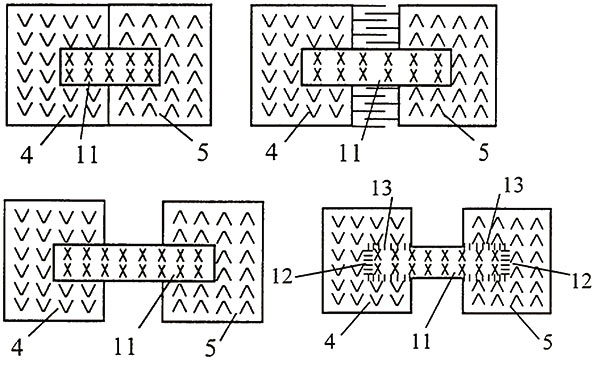
Рис. 9. Различные виды печатного изображения
в зоне совмещения красок
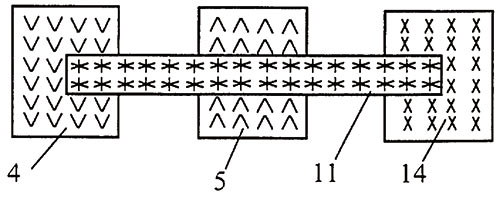
Рис. 10. Вид изображения с тремя исходными красками
Пояснения Способ орловской прямой или косвенной печати заключается в закатывании участков сборной печатной формы формного цилиндра 1 (рис. 7) разноцветными красками для образования зоны совмещения красок между исходными красочными участками, в использовании взаимодействующих с формным цилиндром 1 шаблонного 2 или промежуточного (не показан) валиков раскатной группы и последующей передаче полученного красочного изображения с печатной формы формного цилиндра 1 непосредственно на бумагу или на промежуточный офсетный цилиндр (не показаны). Для закатывания участков сборной печатной формы формного цилиндра 1 используют свободно смонтированные относительно последнего накатные валики 3, выполненные с возможностью образования участков полос 4, 5, 14 из разноцветных красок на формном цилиндре 1, ориентированных в направлении вращения и с образованием границ 6 между полосами 4 и 5 с резким переходом и/или с плавным ирисовым переходом 7 и/или с пробельной зоной 8. Затем осуществляют передачу красочного слоя с участков двух или более полос 4, 5 на формном цилиндре 1 на шаблонный 2 или промежуточный валики с раскатным цилиндром 9, выполненным с возможностью осевого возвратно-поступательного перемещения для перемешивания исходных красок на выполненных на шаблонном валике 2 печатных элементах 10. При образовании зоны совмещения 11 красок одновременно с их передачей осуществляют возврат смеси из этих красок на участки сборной печатной формы 1, конфигурация которых определяется печатными элементами 10 шаблонного валика 2 с полным или частичным перекрытием смесевыми зонами красочных полос и их граничных участков. Используют два взаимодействующих между собой шаблонных валика 2. Для создания в зонах совмещения 11 красок плавного 12 перехода при разделении цветов красок в осевом направлении выполняют один или несколько шаблонных 2 валиков или раскатной цилиндр 9 с обеспечением возможности возвратно-поступательного перемещения. Создание в зонах совмещения 11 красок плавного перехода 13 при разделении цветов красок в направлении вращения формного цилиндра 1 выполняют один или несколько шаблонных валиков 2 или раскатной цилиндр 9 с обеспечением возможности пульсирующего перемещения в направлении вращения формного цилиндра 1 сборной печатной формы. Согласно технологии, по любому из вышеназванных признаков получают печатное изображение. |
В случае придания одному или нескольким из валиков 2 или цилиндров 9 отдельной раскатной группы осевого возвратнопоступательного перемещения непрерывно окрашенные линии, которые формируют многокрасочный рисунок, будут иметь плавный переход 12 в зонах совмещения красок в направлении образующей формного цилиндра 1.
Циклическое пульсирующее перемещение одного или нескольких из валиков 2 или цилиндров 9 отдельной раскатной группы в направлении вращения формного цилиндра позволит получить плавные границы перехода 13 в зонах совмещения красок непрерывно окрашенных линий в направлении вращения формного цилиндра 1.
Циклические перемещения шаблонного валика 2
и/или цилиндров 9 раскатной группы по окружности и в осевом направлении могут быть задействованы как вместе, так и по отдельности, при этом будет получаться различный ирисовый эффект при наложении смесевых красок 11.
Все это в комплексе повышает защитный эффект предлагаемого орловского способа печати за счет большой вариантности получаемого изображения и повышения его красочности при изготовлении защищенной полиграфической продукции.
* * *
В заключение следует заметить, что владельцами патентов на описываемые в данном обзоре технологии являются Научноисследовательский институт Гознака и Объединение «Гознак».