
О коррекции несовмещения красок при печати многокрасочной продукции офсетным способом
Нечего на зеркало пенять,
коли рожа крива.
Русская поговорка
В современных офсетных печатных машинах, несмотря на высокую степень автоматизации, задача точного совмещения последовательно наносимых на запечатываемый материал красок остается актуальной и проблематичной. Листовые печатные машины представляют собой скоростные, высокоавтоматизированные механические системы, способные производить за один прогон многокрасочную печатную продукцию с высокой точностью совмещения красок в пределах допуска, равного 0,1 мм. Все погрешности неприводки красок в традиционной офсетной печати связаны как с технологическими факторами (увлажнением и давлением в печатной зоне), так и с точностью работы механизмов листопроводящих и лентопроводящих систем. Следует обратить особое внимание на технологические причины несовмещения красок, которые представляются наиболее актуальными и порой трудно предсказуемыми в процессе организации печатания.
Известно, что традиционный офсетный способ печати основан на смачивании пробельных участков офсетной формы увлажняющим раствором. При этом важно не только смочить форму влагой перед накатыванием на нее краски, но и обеспечить оптимальный баланс краска — вода, что является основным условием получения высококачественной печатной продукции. Необходимость нанесения увлажняющего раствора на печатную форму негативно отражается на состоянии бумаги, поскольку значительная доля влаги переходит с офсетного полотна на запечатываемый материал. Сама бумага чрезвычайно чувствительна к увлажнению, в результате чего при увеличении влажности ее размеры увеличиваются, а при снижении — уменьшаются.
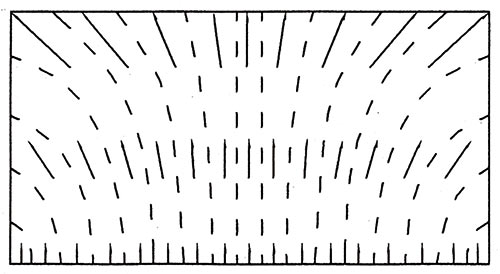
Рис. 1. Схема механического воздействия на бумагу в зоне печатного контакта
Степень деформации офсетной бумаги зависит от ориентации ее волокон относительно оси печатного цилиндра. Поскольку бумага представляет собой анизотропный материал, то ее деформация в поперечном и продольном направлениях различна. Под продольным направлением следует понимать ориентацию волокон бумаги при ее отливе в направлении движения сетки бумагоделательной машины. Увеличение деформации офсетной бумаги под действием давления и влаги составляет в среднем 1 мм на метр длины в поперечном направлении и 0,3 мм в продольном направлении. Эти данные очень условны, поскольку величина реальной деформации оттиска зависит от многих факторов, главные из которых — это степень воздействия на бумагу влаги, величина давления, геометрические размеры цилиндров печатного аппарата, свойства запечатываемого материала и краски. Однако когда бумага тонкая и плохо проклеена, то ее деформация получается значительной.
Если перед началом печати бумага сухая и ее влажность меньше влажности окружающей среды, то в процессе печатания она активно впитывает влагу, а при воздействии давления размеры оттиска существенно увеличиваются. Печатная пара в этом случае (офсетный и печатный цилиндры) выступает в роли своеобразного прокатного стана, оказывая на бумагу механическое воздействие, одновременно увлажняя ее. Ситуация усугубляется еще и тем, что сама офсетная покрышка изза давления способна деформироваться как в окружном, так и в осевом направлениях, попутно увлекая за собой бумагу (рис. 1).
В то же время разница деформации бумаги в продольном и поперечном направлениях дает представление о неоднозначном поведении бумаги, что необходимо учитывать при ее подаче в печатный аппарат офсетной машины. Направление отлива листа бумаги должно быть параллельно оси печатного цилиндра, то есть совпадать с длинной стороной листа, — это так называемая бумага продольной резки (рис. 2а). Видно, что при параллельности отлива бумаги и оси печатного цилиндра наблюдается наибольшая продольная деформация ∆ПР, в результате чего длина листа увеличивается от передней кромки к хвосту. При перпендикулярном направлении отлива бумаги по отношению к оси наблюдается противоположная зависимость, когда наибольшее значение имеет поперечная деформация ∆ПОП, что наглядно проявляется в поведении бумажной ленты в рулонных машинах.
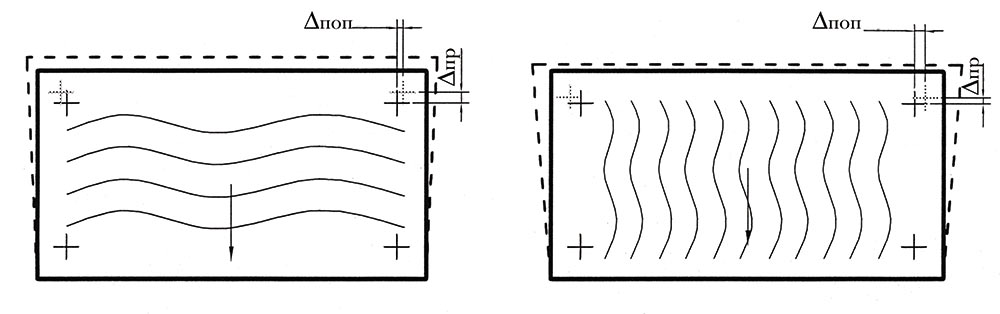
Рис. 2. Деформация листа бумаги в зоне печатного контакта в зависимости от ориентации ее волокон относительно оси печатного цилиндра: а — бумага продольной резки
(∆ ПР > ∆ ПОП) ; б — бумага поперечной резки (∆ ПР < ∆ ПОП)
В случае подачи листа «сухой» бумаги в первую печатную секцию влажность ее резко возрастает, а под действием давления размеры оттиска увеличиваются как в продольном, так и в поперечном (осевом) направлении. Оттиск принимает практически трапецеидальную форму, что вызывает увеличение его размеров и размеров первого красочного изображения. При последующем прохождении листа через остальные печатные секции увлажнение не окажет существенного влияния на приводку красок, поэтому размеры оттисков в этих секциях практически будут соответствовать размерам формы. Тем не менее первое красочное изображение может превосходить по размерам остальные красочные изображения, что и вызовет неприводку краски.
Для оптимизации печати многокрасочной продукции высокого качества следует рассмотреть способы коррекции несовмещения красок с учетом изменения геометрических размеров бумаги. Практика показала, что вариант подачи листа, показанный на рис. 2а, представляется наиболее благоприятным и предпочтительным для офсетной печати. Несовмещение красок, возникающее в окружном направлении (∆ПР), можно легко скорректировать путем изменения диаметра формного цилиндра.
Известно, что основное правило настройки листового офсетного печатного аппарата требует выдерживать определенное соотношение диаметров формного и печатного цилиндров с тем, чтобы обеспечить соответствие длины изображения в окружном направлении формы и оттиска. Для этого необходимо, чтобы диаметр формного цилиндра с учетом толщины формы был равен диаметру печатного цилиндра с учетом толщины тиражной бумаги. Несоблюдение этого правила изменит длину изображения в ту или иную сторону на величину ∆L=a∆R, где a — угол охвата оттиском окружности печатного цилиндра в радианах, ∆R — разница радиусов формного и печатного цилиндров с учетом вышеприведенных условий. Для того чтобы уменьшить длину изображения на оттиске по направлению подачи на величину ∆L, необходимо увеличить диаметр формного цилиндра путем введения под форму подкладки толщиной ∆R=∆L/a. Применяя этот известный способ, можно в процессе приладки получить требуемое в окружном направлении совмещение красок при печатании многокрасочной продукции.
Можно также воспользоваться рекомендацией немецких специалистов, которые предлагают существенное увеличение размеров многокрасочного оттиска в окружном направлении компенсировать более «короткой» печатью оттиска в первой секции. Для этого надо увеличить превышение формы над контактными кольцами в первой печатной секции за счет подкладного материала, например на 0,05 мм, одновременно уменьшив на 0,05 мм подложку под офсетным полотном для того, чтобы не нарушать величину натиска. В этом случае уменьшение длины оттиска в продольном направлении, отпечатанного в первой секции при угле охвата, равном 270°, составит величину ∆L = 2pЅ0,75Ѕ0,05 = 0,23 мм. В процессе запечатывания оттиска в остальных печатных секциях возможно приведение его геометрических размеров к номинальным под действием технологических факторов, что и обеспечит на выходе необходимое совмещение красок. Однако данная рекомендация требует высокой профессиональной подготовки печатника для того, чтобы оценить все тонкости поведения бумаги при ее запечатывании в остальных печатных секциях.
Большие затруднения вызывает неприводка красок в осевом направлении, вдоль образующей печатного цилиндра. Для ее устранения на практике применяются различные приемы и методы, один из которых заключается в принудительном растяжении хвостовой части формы малого или среднего форматов с целью увеличения ее размеров. Это возможно только в небольших пределах с учетом податливости алюминиевой пластины, при этом данная операция производится при остановке машины, а ее проведение требует от печатника также определенного профессионального опыта.
Другой метод состоит в изменении высоты стоек захватов, которые, как известно, располагаются в одной плоскости с поверхностью цилиндра. Для этого рекомендовано наклеивать в определенной последовательности кусочки картона на опорные стойки захватов печатного цилиндра, в результате чего лист получает некоторое смещение относительно цилиндрической поверхности в направлении к стойке захватов примерно на толщину наклейки. Если произвести наклейку только на крайние стойки захватов, то это будет способствовать увеличению прогиба передней кромки листа, а хвостовая часть листа несколько уменьшится. Это дает возможность в некоторой степени компенсировать поперечную неприводку красок (более подробно эта методика описана в книге Мюллер П. Офсетная печать. М.: Книга,1988).
Однако все вышеперечисленные методы требуют остановки печатной машины, не позволяя с высокой точностью производить коррекцию неприводки красок при печатании многокрасочной листовой продукции. Для проведения оперативной коррекции приводки красок разработчикам печатных машин удалось найти радикальное решение этой проблемы и создать специальные устройства. Это так называемые регистровые устройства, способные по ходу работы листовой печатной машины корректировать несовмещение красок. Такие регистровые устройства размещались непосредственно в самой бумагопроводящей системе печатной машины, не нарушая проводку бумаги.
Принцип действия этих устройств основан на циклическом выгибании середины штанги с захватами (например, форгрейфера или листопередающего цилиндра) в окружном или радиальном направлениях в период транспортирования листа к другой системе захватов. В результате этого передняя кромка листа принудительно выгибается, а сам лист деформируется веерообразно и в таком положении передается в захваты печатного цилиндра следующей секции. Если середину передней кромки листа выгнуть по направлению подачи, то есть сделать ее выпуклой, то ширина хвостовой части листа уменьшится (рис. 3а). При прогибе передней кромки в противоположном направлении она принимает вогнутую форму, что вызывает расширение хвостовой части оттиска (рис. 3б).
Подобные конструкции регистровых устройств в листопередающих системах появились в середине 50х годов прошлого столетия на многокрасочной машине Ultraman. Они устанавливались на передаточном цилиндре между первой и второй печатными секциями с тем, чтобы скорректировать увеличение хвостовой части оттиска при его выходе из печатной зоны за счет выгибания середины листа по направлению подачи (см. рис. 3а). Для этого передняя кромка оттиска зажималась только средними и крайними захватами, а остальные захваты слегка ослаблялись, давая листу проскользнуть. В другом конструктивном решении листопередающая штанга выгибалась в радиальном направлении, укорачивая середину оттиска. Величина прогиба средней части штанги может регулироваться в пределах 0,10,5 мм по ходу работы машины.
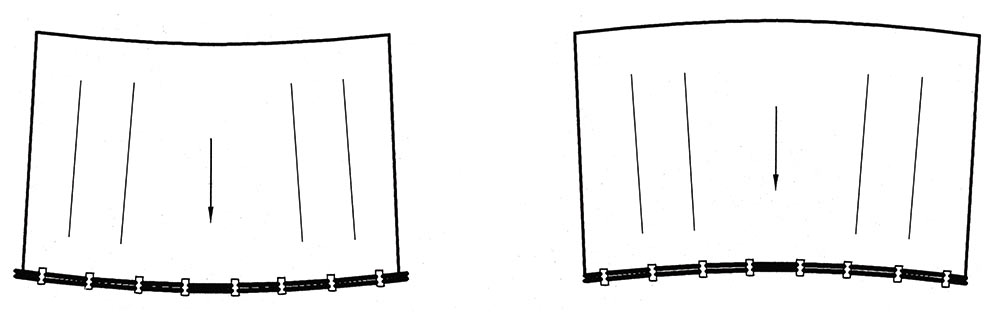
Рис. 3. Схема изменения формы листа в зависимости от прогиба штанги регистрового устройства: а — уменьшение хвостовой части листа; б — увеличение хвостовой части листа
За последнее время в листопередающих системах появились регистровые устройства нового поколения. Если описанные выше устройства предназначались для исправления формы оттиска после нанесения первой краски, в результате чего он раздавался в хвостовой части, то разработки фирмы Komori были направлены на то, чтобы внести коррекцию формы листа заранее, до попадания его в печатную зону.
Для этого осуществлялась принудительная деформация чистого листа перед подачей его в первую печатную секцию путем выгибания его передней кромки в обратную сторону по направлению подачи. При этом несколько увеличивались размеры его хвостовой части (см. рис. 3б). Действие подобного способа коррекции основано на известном в изобретательском творчестве приеме — «обратить вред в пользу». В данном случае для получения положительного эффекта использован вредный фактор — принудительная веерообразная деформация листа перед печатанием. При попадании листа в печатную зону происходит устранение этого вредного фактора за счет действия известных и необходимых технологических факторов: давления и увлажнения. В результате этого возникшие в бумаге напряжения снимаются, а дальнейшая деформация оттиска при формировании многокрасочного изображения сводится к минимальному значению или никак не проявляется.
Несколько иная ситуация в поведении бумаги наблюдается в офсетной рулонной печати. Принцип подачи запечатываемого материала в виде бесконечной ленты не позволяет ориентировать бумагу с учетом требований офсетной печати. Бумага подается по направлению отлива, перпендикулярно оси печатного цилиндра, изза чего она подвергается наибольшей деформации в поперечном направлении. Несмотря на то что скорость перемещения бумажной ленты через печатные секции существенно больше, чем в листовой печати, деформационные процессы успевают себя проявить. Поэтому задача компенсации увеличения поперечных размеров бумажного полотна для рулонных офсетных печатных машин также оказалась актуальной.
Корректировка осевой приводки — проблема для газетных офсетных машин двойной и тройной ширины, когда вдоль формного цилиндра устанавливается четыре, а то и шесть форм. На такой ширине бумажного полотна активно проявляется эффект расширения бумаги fanout, напрямую зависящий от поперечных размеров ленты. Изза инерционности деформационных процессов в бумажной ленте полотно по краям расширяется больше, чем в средней части. На практике эту проблему пытаются частично разрешить при установке печатных форм путем предварительного их смещения от средней линии к краям. Возможное увеличение ширины отпечатка на бумажной ленте можно предварительно учесть, делая небольшую коррекцию формного изображения на стадии допечатного процесса, что также требует определенных навыков и дополнительного времени.
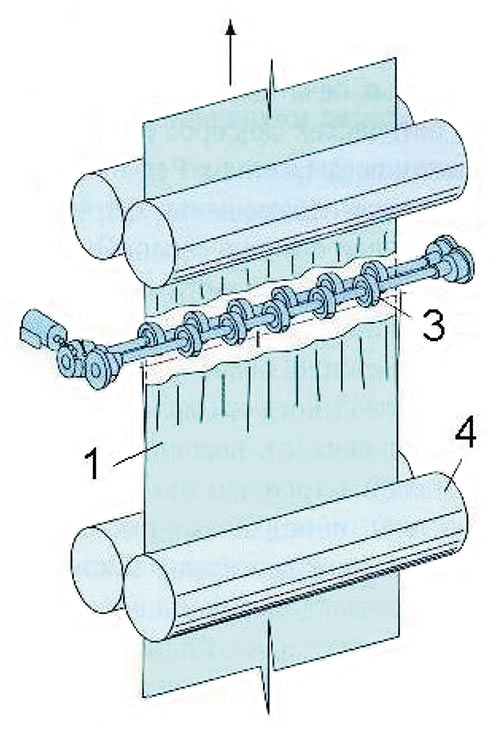
Рис. 4. Устройство для коррекции расширения бумажного полотна
Для оперативной компенсации расширения полотна в современных рулонных машинах применяют специальные устройства, которые размещаются между печатными секциями с целью уменьшения бумаги по ширине. Одно из них — устройство механического типа — показано на рис. 4. Оно состоит из ряда принудительно вращающихся на двух параллельных осях 3, роликов, между которыми проходит бумажное полотно 1. В зависимости от степени расширения запечатываемого материала расстояние между роликами регулируется, в результате чего лента в поперечном направлении слегка волнообразно изгибается (гофрируется), несколько сокращаясь по ширине перед входом в печатный аппарат. Недостатком подобного устройства является механическое воздействие роликов на запечатанную бумажную ленту, что может вызывать отмарывание. Тем не менее применение специальных противоотмарывающих средств позволяет избежать повреждения многокрасочного двустороннего изображения.
Для подобной цели используются воздуходувные сопла, устанавливаемые с обеих сторон ленты в шахматном порядке. Через сопла на ленту, с учетом ее ширины, подаются различные по мощности потоки воздуха, под действием которых бумажное полотно волнообразно изгибается, несколько сокращаясь по ширине. Благодаря обдуву уменьшается влагосодержание бумаги, что способствует стабилизации размеров полотна —это представляется существенным в процессе запечатывания бумажного полотна.
Применение вышеперечисленных конструкций регистровых устройств, установленных непосредственно в бумагопроводящей системе офсетной печатной машины, позволяет осуществлять корректировку наложения красок по ходу работы машины с учетом влияния технологических факторов.