
Воспроизведение цвета в лабораторных условиях
Функции лаборатории контроля качества
Лабораторное оборудование и материалы
Продолжая начатую в КомпьюАрт № 9’2006 тему, касающуюся проблем воспроизведения цветовых библиотек, необходимо отметить, что даже идеальное совпадение печатных
и электронных библиотек не гарантирует точного воспроизведения цвета, особенно при печати на разных по своим оптическим
и печатным свойствам материалах. В этой статье мы хотели
бы рассказать о том, какое лабораторное оборудование необходимо
на стадии подбора краски и как получить наиболее близкий к образцу цвет, а кроме того, рассмотреть проблемы, наиболее часто встречающиеся при воспроизведении цвета (краскоподборе).
Функции лаборатории контроля качества
Основной целью создания лаборатории по контролю, подбору и изготовлению красок на полиграфическом предприятии является получение наиболее приближенных к оригиналу цветов отпечатков. Еще в начале 40х годов прошлого века многочисленные исследования в области цветного репродуцирования подытожил в своем труде Н.Нюберг. Он выделил три возможных типа постановки задачи цветного репродуцирования, результатом которых являются соответственно: физически точная, физиологически точная и психологически точная репродукции.
Физически точной является такая репродукция, в которой достигнуто совпадение абсолютных распределений энергий для любых двух соответствующих точек оригинала и репродукции.
Физиологически точная репродукция является эквивалентной физически точной репродукции в случае, если излучения для любых соответствующих точек оригинала и репродукции одинаковы по цвету в колориметрическом плане.
И наконец, если при несоблюдении физиологической точности большинство наблюдателей, тем не менее, признает соответствие репродукции оригиналу, такая репродукция называется психологически точной.
В условиях применения современных электронных устройств ввода, обработки и вывода изобразительной информации на первый план вышла проблема обеспечения именно психологической точности репродуцирования. Другими словами, необходимо обеспечить такие условия производства, чтобы подавляющее большинство наблюдателей (заказчиков) признало напечатанную продукцию соответствующей оригиналу или представлению о нем.
Для каждой отрасли промышленности — текстильной, автомобильной, пищевой, полиграфической и т.д., — где необходим строгий контроль работы с красками, существуют свои рекомендации, стандарты и другие регламентирующие документы, помогающие создать единую базу для всех производств. Реализация этих рекомендаций на практике требует наличия профессионального программноаппаратного обеспечения. Однако нельзя просто приобрести программное обеспечение и измерительное устройство и сразу же начать работать со стопроцентной отдачей. Для любого производства действует эмпирическое правило успешной работы, которое в рассматриваемом случае можно сформулировать следующим образом: «накопление и систематизация знаний, основанных на экспериментальных данных, при использовании современного оборудования и материалов». Подчеркнем, что лаборатория будет успешно работать только в случае правильной комплектации оборудованием, соответствующей решаемым задачам и специфике производства.
При идеальной организации работы лаборатории ее специалисты производят накопление статистических данных и обработку больших объемов информации, используя объективные количественные оценки. Тем самым они обеспечивают выполнение следующих основных функций лаборатории:
• входной контроль качества поступающих на производство материалов (красок, бумаг);
• составление красочных рецептур и непосредственное приготовление краски;
• осуществление выходного контроля отпечатанной продукции;
• подбор красок для конкретных запечатываемых материалов с учетом их совместимости и обеспечения необходимых потребительских свойств продукции;
• промежуточный контроль полуфабрикатов;
• классификация красочных добавок, предоставление информации по их использованию;
• сбор данных об эксплуатационных характеристиках печатной машины и связанных с ними корректировках печатной краски;
• составление графика, связывающего подготовку краски с графиком работы и настройками печатной машины.
Для любой лаборатории, как уже было отмечено, необходимо контрольноизмерительное оборудование и соответствующее программное обеспечение. В настоящее время большинство компаний — производителей контрольноизмерительного оборудования и красок предлагают свои системные решения для оснащения подобных лабораторий, из огромного многообразия которых хотелось бы выделить наиболее часто используемые элементы, рекомендованные компаниями — производителями красок:
• приборы для оценки оптических и спектрофотометрических параметров;
• программное обеспечение для составления рецептур красок;
• программное обеспечение для ведения статистики измерений;
• лабораторное устройство для получения пробных оттисков;
• электронные весы;
• устройство смешивания красок;
• просмотровая камера, имитирующая различные источники освещения.
Важное дополнение: эксплуатировать этот программноаппаратный комплекс должен квалифицированный специалист, который будет нести ответственность за проведение оценочных и иных контрольноизмерительных работ.
Воспроизведение цвета
Фундаментальные исследования в области воспроизведения цвета (краскоподбора) и взаимодействия красящих веществ с запечатываемыми материалами были предприняты в 50х годах прошлого века и стимулировали промышленность к применению теории КубелкиМунка (в основном для прогнозирования цветового соответствия) с целью расширения ассортимента материалов и красящих веществ. Зависимости, выведенные П.Кубелкой и Ф.Мунком, дали возможность решать задачи, касающиеся связи между отражающей, поглощающей и рассеивающей способностями красочных слоев.
Процесс краскоподбора можно условно разделить на несколько стадий:
• сбор основных входных данных;
• расчет рецептуры;
• контроль прогнозируемого цветового соответствия;
• корректировка рецептуры (при необходимости).
При выборе основных компонентов в процессе составления рецептур красок на первый план выходят их стоимость и стабильность свойств. Понятно, что конечная цена краски будет складываться из стоимости ее отдельных компонентов, с одной стороны, и количества основных компонентов — с другой.
Утвердившийся с годами способ подбора краски состоит в том, что сначала работник (колорист) замешивает небольшую пробу, записывая основные соотношения частей, а затем добавляет те составляющие, которые, на его взгляд, необходимы для достижения требуемого цвета. Если цвет «несложный», а колорист опытный, то этот метод, как правило, оказывается самым дешевым, а процедура подбора достаточно быстрой. Неопытный же колорист тратит гораздо больше времени и зачастую составляет смеси из семивосьми компонентов вместо трехчетырех. Самый большой недостаток этого метода заключается в том, что окончательный рецепт краски не фиксируется — колорист оценивает цвет лишь субъективно. Эта информация постепенно накапливается в его памяти и становится частью того опыта, благодаря которому он постепенно приобретает профессиональные навыки точной оценки требуемого количества компонента краски.
Другой способ достижения цветового соответствия состоит в том, чтобы найти те краски, которые применялись при изготовлении образцов, а затем подобрать необходимые соотношения. При таком способе используются спектрофотометрические измерения: спектральная кривая отражения или пропускания полученного образца должна быть такой же, как у оригинала, — только тогда будет достигнуто цветовое соответствие, не зависящее от освещения и наблюдателя, его оценивающего. При таком способе, так же как и в случае вышеупомянутого способа, шаги по подбору красящих компонентов фиксируются с недостаточной точностью, что создает проблемы при необходимости повторного воспроизведения цвета.
Третьим, наиболее прогрессивным способом является использование программноаппаратного обеспечения для анализа и подбора рецептур красок. В этом случае работник измеряет образец цвета и запечатываемый материал, выбирает базовые элементы, и программа подбора выдает некоторое количество красочных рецептов. Безусловно, это способ тоже требует от специалистов лаборатории наличия опыта и знаний, но, в отличие от двух предыдущих, результаты каждого шага подбора краски, а также конечная рецептура для требуемого запечатываемого материала будут фиксироваться. Благодаря этому рецептуру в любое время можно повторить или создать на ее базе новую.
Персонал
Существует мнение, что наличие соответствующего оборудования на производстве само по себе является гарантией качественного и быстрого краскоподбора и решает все проблемы с цветовоспроизведением. Однако инвестиции, сделанные в приборную базу, дают основание рассчитывать на быстрые дивиденды только при наличии квалифицированного персонала. Невыполнение этого условия зачастую перечеркивает все выгоды от внедрения оборудования и заводит производственный процесс в тупик. Как бы высокопарно это ни звучало, но именно человек определяет соответствие цвета конечным потребительским требованиям.
Здесь особо важны высокая квалификация и ответственность специалистов лаборатории, которые не просто исполняют рутинную работу без особого понимания процесса, но и заинтересованы в конечном результате. Не секрет, что иногда ответственность работников лаборатории за результаты их труда перекладывается на другие производственные звенья, например на печатников. Находясь между двумя огнями — начальством и лабораторией, которая рапортовала о правильности изготовления красочной рецептуры, — печатник стремится всеми доступными способами получить желаемый цвет, порой значительно отклоняясь от технологических требований. Поэтому необходима система прогрессивной мотивации сотрудников лаборатории, а также организация их периодического обучения путем участия в различного рода семинарах и тренингах, проводящихся компаниями — производителями программноаппаратных продуктов и красок. Это позволит специалистам лаборатории ориентироваться в современных технологиях, продуктах и методиках, а также расширит их кругозор и даст им возможность оперативно реагировать на изменение производственного процесса.
При посменной работе ответственность сотрудников возрастает, поскольку они должны обеспечить непрерывность изготовления красочных рецептур по одинаковой технологии, с одинаковыми допусками и т.д. В этом случае очень важен не только профессионализм, но и психологическая совместимость сотрудников и их умение работать в команде, так как текущей смене нередко придется корректировать краску, изготовленную предыдущей сменой.
Кроме подготовки краски, в функции специалистов лаборатории входит контроль соответствия ее цветовых параметров отраслевым стандартам, хранение краски и учет ее расхода при печати. Специалисты лаборатории контроля качества должны участвовать в выборе поставщика краски, в разработке методов оптимизации производства и других мероприятиях, требующих глубокого знания технологий.
Лабораторное оборудование и материалы
Пробопечатное устройство
Поскольку для работ по сравнению и анализу цвета требуется печатный оттиск, одним из важных инструментов лаборатории является пробопечатное устройство. Такие устройства помогают предотвратить потерю материалов и времени на печатной машине при некачественном изготовлении краски.
Для качественного подбора краски следует использовать устройства, способные имитировать реальный печатный процесс. В флексографии используются полуавтоматические флексографские пробопечатные устройства, оснащенные полимерным печатным формным материалом, несколькими анилоксовыми валами и ракельной системой, а также системой регулировки натиска в печатной паре (рис. 1). Формат таких устройств должен обеспечивать достаточную для измерения и визуального контроля площадь области печати. Дополнительно могут поставляться анилоксовые валы с необходимыми параметрами гравировки. Для имитации реального печатного процесса поставляются устройства с максимальной скоростью печати до 100 м/мин.

Рис. 1. Пробопечатное устройство FlexiProof 100 компании RK Print
Полуавтоматические пробопечатные устройства глубокой печати (рис. 2) включают гравированную форму или формный цилиндр и гибкую систему настройки ракеля.
Полуавтоматические офсетные пробопечатные устройства (рис. 3) позволяют использовать различные запечатываемые материалы, в широких пределах варьировать давление печати и устанавливать разные по жесткости офсетные полотна.

Рис. 2. Пробопечатное устройство Labra Tester компании Norbert Schlafli

Рис. 3. Пробопечатное устройство C1 компании IGT
Для работы с УФзакрепляемыми красками требуется УФсушилка, которая может интегрироваться в пробопечатное устройство или устанавливаться отдельно от него (рис. 4).

Рис. 4. Настольная УФ-сушилка
Общим требованием к пробопечатным устройствам является точность и стабильность работы во времени, иными словами — повторяемость. Ручные устройства, используемые в основном во флексографии и глубокой печати, являются самым дешевым решением, однако они позволяют получать качественные оттиски только при умелой эксплуатации опытным специалистом. К недостаткам ручных пробопечатных устройств можно отнести нестабильность натиска, угла наклона устройства к поверхности и скорости печати. Качество выкрасок зависит в основном от умения оператора. В результате цветовое различие разных участков пробопечатного оттиска может превышать 35 единиц dELab (рис. 5). Главной причиной получения разных оттенков и насыщенности цвета на отпечатке является различная толщина красочной пленки.
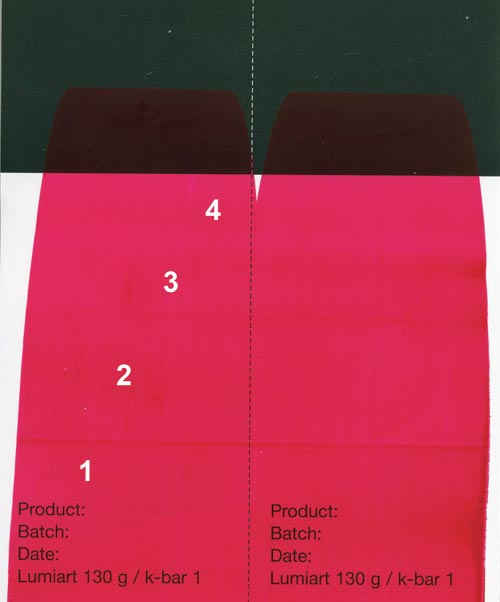
Рис. 5. Неравномерность распределения краски при ручной выкраске
Полуавтоматические пробопечатные устройства в основном лишены вышеуказанных недостатков.
Основными параметрами процесса пробной печати, например для флексографии, являются вязкость краски, которая должна соответствовать принятой на производстве; настройки ракеля; параметры анилоксового валика; скорость печати; характеристики запечатываемого материала. Сначала необходимо сделать несколько выкрасок и сравнить их между собой; при этом ∆E не должна превышать 12 единицы (эта величина рекомендуется некоторыми компаниями — производителями красок). Чем меньше отклонение от эталона в лаборатории, тем ближе окажется цвет тиражных отпечатков к заданному.
Применение устройств, способ печати которых не соответствует имитируемому процессу, может затруднить согласование печатных устройств. Основной причиной ошибок будет являться различие количества переносимой краски (толщины красочного слоя) в пробопечатном устройстве и реальной печатной машине. Например, краскоперенос в глубокой печати больше, чем во флексографии, поэтому использование флексографских пробопечатных устройств для имитации глубокой печати лишь в редких случаях будет давать положительный результат.
Весы
Весы — один из самых дорогостоящих компонентов оснащения лаборатории, но именно от него зависит точность дозировки компонентов краски. Мы не будем заострять внимание на ценовых категориях, отметим лишь, что цена лабораторных весов увеличивается в геометрической прогрессии с возрастанием их точности.
Конечно, на многих старых полиграфических комбинатах еще сохранилось различное лабораторное оборудование, в том числе аналитические весы, и их можно приобрести по бросовым ценам. Однако необходимо помнить, что все приборы рано или поздно (лучше регулярно) нуждаются в юстировке, поверках и профессиональном сервисном обслуживании. Вряд ли сейчас какаялибо компания возьмется за восстановление этого некогда точного оборудования.
Для различных технологий печатания рекомендована разная точность взвешивания. Для офсетного способа рекомендованная точность должна составлять не менее трех знаков после запятой, а в идеале — 4, то есть +/–0,0001 г. Обычно работающие с такой точностью весы закрываются специальными кожухами, поскольку на результат взвешивания влияет даже движение воздуха в лаборатории (рис. 6).

Рис. 6. Аналитические весы
Для флексографской, глубокой и трафаретной печати допускается взвешивание с точностью до двух знаков после запятой, рекомендуется же точность в три знака, то есть +/–0,001 г. Меньшая по сравнению с офсетом точность обусловлена в первую очередь особенностями красок. Например, при смешивании спирторастворимых красок флексографской, глубокой или трафаретной печати во время взвешивания происходит быстрое испарение растворителя, уменьшающее массу краски. Требование повышенной точности в этом случае будет лишь вносить нервозность в процесс взвешивания и дезориентировать работника.
Еще один немаловажный фактор — количество краски при составлении рецептуры. Для флексографской и глубокой печати обычно готовится 30150 г краски, а для офсета — всего 2 г. Подобное различие обусловлено необходимостью контроля вязкости готовой краски флексографской или глубокой печати. Для измерения вязкости жидких красок в России традиционно применяют вискозиметры с воронкой ВЗ4 или ВЗ3, в европейских странах чаще всего используются воронки DIN ISO 2431 (до 1996 года этот стандарт имел номер DIN 53211), а на Американском континенте — Ford (по стандарту ASTM D 5125, D 365 и т.д.).
Приведенные значения точности взвешивания рекомендуются различными компаниями — производителями контрольноизмерительной техники и красок в случае наличия остального лабораторного оборудования и использования подготовленных к процессу смешения (доведенных до рабочей вязкости и совместимых по своим физикохимическим характеристикам) компонентов красок.
Просмотровая камера
Полученные оттиски нуждаются не только в измерениях, но и в визуальной оценке. К сожалению, отсутствие просмотровых камер — это одно из упущений многих имеющих собственные лаборатории производств не только в России, но и за рубежом.
Просмотровые камеры позволяют имитировать различные стандартные освещения для визуальной оценки получаемых образцов. Они могут не только оснащаться стандартизованными источниками с цветовой температурой 5000, 6000 или 6500 К, но и, например, имитировать холодный белый свет, свет ламп накаливания или даже включать ультрафиолетовый источник излучения. Последняя возможность представляет интерес для предприятий, работающих с флуоресцентными материалами (изготовление ценных бумаг и других защищенных документов — рис. 7) или использующих в своем производстве материалы с большим количеством оптического отбеливателя.

Рис. 7. Демонстрационный образец защитных технологий Национального банка Сербии
Запечатываемые материалы
Сразу поясним, что мы понимаем под «стандартными запечатываемыми материалами». Стандартные материалы специально выпускаются для разного рода экспериментальных исследований и имеют очень малые производственные допуски. Безусловно, производители бумаг, пластиков и других материалов для печати тоже придерживаются международных и локальных стандартов, однако их производственные допуски все равно значительно выше. Это значит, что разные партии материалов одной марки могут иметь большие различия по оптическим и иным параметрам, например по белизне и по количеству оптического отбеливателя.
Известным производителем стандартных материалов является компания Leneta, выпускающая широкий ассортимент продукции — от мелованных бумаг до «картонной бумаги», включая специализированные тестеры на истирание, определение кроющей способности и впитываемости красок. Все бумаги проходят строжайший выходной контроль, и именно поэтому большинство производителей красок сами используют эти материалы и настоятельно рекомендуют их клиентам для создания собственных электронных баз данных.
Как уже было отмечено, широкое применение в промышленности для определения цветового соответствия нашла теория КубелкиМунка. Однако в некоторых ситуациях эта теория перестает работать. Так бывает, например, в случае, когда краска несовестима с запечатываемым материалом и/или не закрепляется на нем.
Также бывает затруднительно повторно изготовить или воспроизвести, например, гониохроматические (изменяющие свой цвет под различными углами наблюдения) и флуоресцентные образцы.
Огромный интерес в настоящее время вызывают металлические и металлизированные материалы. Рассмотрим два основных случая печати по таким материалам. В первом случае на металлизированный материал предварительно наносится кроющая белая краска, при этом основной проблемой является недостаточная укрывистость белой краски, что не позволяет получать корректные результаты при измерении цвета спектрофотометром с линейной (0/45 или 45/0) оптикой (спектрофотометр всегда будет показывать значения, близкие к черному). Единственный выход в этом случае — применение спектрофотометра со сферической оптикой.
Во втором случае, при печати цветными красками непосредственно по металлизированному материалу, без предварительного нанесения белой кроющей краски, можно использовать только спектрофотометр со сферической оптикой и специально созданную базу данных (ассортимент) красок под данный тип материала.
Еще одна проблемная группа материалов — гофроматериалы. Их грубая и шероховатая поверхность создает трудности при печати. Кроме того, цвет краски на отпечатке может изменяться по следующим причинам:
• нестабильность оттенка материала (для уменьшения влияния цвета подложки в печатную краску добавляют специальные наполнители и белую кроющую краску);
• различие во впитывающих свойствах печатной поверхности материала (часто в качестве решения прибегают к предварительному грунтованию запечатываемой поверхности).

Рис. 8. Образец компании Flint Group запечатывания одним цветом различных поверхностей
На рис. 8 представлены результаты печати краской фирменного красного цвета CocaCola на различных шероховатых материалах. Как видно из рисунка, на различных материалах один и тот же цвет воспроизводиться поразному. Невозможность получения насыщенного «чистого» цвета на шероховатом материале связана в основном с поверхностной структурой самого материала и его рассеивающей способностью.
При печати по цветным пленкам, которые получают все более широкое распространение для декоративной отделки сувенирной продукции и упаковки, можно дать следующие рекомендации:
• применять грунтование белой кроющей краской, после чего подбор цвета можно осуществлять так же, как на белую подложку;
• включать кроющие белила в состав (рецептуру) краски. Хорошая укрывистость краски достигается при введении в ее состав не менее 30% белого компонента. Однако при использовании кроющих белил получить насыщенный цвет при стандартных условиях представляется крайне сложным.
Особую сложность представляет подбор цвета материалов, подлежащих ламинации. При склеивании двух пленок и нанесении клеевого слоя между ними оптические свойства оказывающегося внутри такого «бутерброда» изображения сильно меняются — цвет выглядит более ярко и частично меняет свой оттенок. Прогнозирование этих изменений является крайне сложной задачей и требует дополнительного комплекса оборудования для ламинации и специально изготовленного ассортимента материалов. Некоторые пробопечатные устройства имеют подобные опции. В качестве ламинатора применяются примитивные аппликаторы с возможностью воспроизведения необходимой толщины клеевой пленки.
* * *
Лаборатории контроля качества в той или иной форме должны существовать на всех производствах независимо от того, какой способ печати ими используется и какая продукция выпускается. В конечном счете любое производство на определенной стадии своего развития бывает вынуждено искать пути оптимизации и контроля технологического процесса.