Отделка печатной продукции: лакирование и ламинирование
Отделкой печатной продукции называют самые различные процессы, направленные на улучшение ее свойств: товарного вида, износостойкости, водостойкости и т.п.
К отделке печатной продукции относятся: лакирование, припрессовка полимерной пленки (каширование), экструзионное ламинирование, бронзирование, тиснение фольгой, термография и так называемые механические способы отделки — конгревное тиснение, штанцевание (биговка, перфорация, рицовка и высечка), гренирование и каландрирование. Отделочные процессы необязательны для обычной продукции, поэтому, как правило, применяются для изданий улучшенного и подарочного типов, а также для этикетки и упаковки. Хотя известны образцы журнальной продукции, где очень оригинально и к месту применяется, например, лакирование.
В данной публикации речь пойдет о процессах ламинирования и лакирования, а кроме того, будут рассмотрены и другие виды отделки, упомянутые в предыдущем абзаце.
Лакирование
Лакирование — один из наиболее популярных в последнее время видов отделки печатной продукции. Лак может быть сплошным или выборочным (частичным), матовым или глянцевым, текстурным или глиттерным.
Лакирование — это нанесение на оттиск (на всю поверхность, за исключением кромок, либо только по площади красочного изображения, либо по его части). Специалисты обычно говорят о сплошном или выборочном лакировании — нанесении прозрачного бесцветного лака, раствора смолы в подходящем летучем растворителе, жидкого олигомера, отверждающегося при введении инициатора или катализатора реакции полимеризации либо под действием ультрафиолетового излучения и электронных пучков.
Слой лака придает изображению высокий глянец, улучшает его зрительное восприятие, повышая контрастность и цветовую насыщенность. Кроме того, прочная пленка защищает оттиск от влаги и загрязнения, препятствует истиранию красочного слоя, увеличивает прочность и долговечность продукта.

Выборочное лакирование на камер-ракельном аппарате
Применяют этот способ отделки при изготовлении наглядных пособий, репродукций, открыток, этикеток, игральных карт, упаковок, обложек, суперобложек и пр.
Обычно глянцевые или матовые офсетные лаки используются для выборочного или полного покрытия листа, хотя они могут добавляться и в триадную или спотовую краску. Офсетный лак может наноситься «по мокрому» (одновременно с другими красками) или «по сухому» (то есть вторым прогоном после высыхания других красок). Во втором случае результат получается более качественным; впрочем, и себестоимость при этом возрастает. Офсетные лаки со временем желтеют; при нанесении лака поверх краски это менее заметно, чем на неокрашенных областях. Кроме того, такой лак требует интенсивного использования противоотмарочного порошка, в противном случае оттиски могут слипнуться. Остающийся в верхнем слое лака порошок негативно влияет на визуальные и тактильные свойства печатной продукции.

Выборочное лакирование UV-лаком

Выборочное UV-лакирование трафаретным способом
В полиграфии используются четыре типа лаков:
- дисперсионные лаки на водной основе (водорастворимые лаки);
- уфотверждаемые лаки;
- лаки на основе летучих растворителей (спиртовые лаки);
- лаки на масляной основе (масляные или оксиполимеризующиеся лаки, они же — «печатные»).
Наиболее широко применяются УФотверждаемые и воднодисперсионные лаки, отличающиеся высокой степенью глянца и хорошей физикохимической стойкостью.
После печати обычными офсетными красками требуется нанести слой грунтовки, например, воднодисперсионный лак, так как нанесение УФлака сразу на сухую краску не дает того ровного глянцевого эффекта. Воднодисперсионный лак обычно наносят, используя специальную лакировальную секцию, оборудованную комбинированной сушкой (ИКсушка и горячий воздух), после чего возможно нанесение УФлака при помощи УФлакировальной машины.
УФ- и ВД-лакировальная машина KYU 9W-120 (WEN Chyuan)

Лакировальная секция (камер-ракельная система) Rapida
Если типография получила уже готовые оттиски, и нет уверенности в составе красок, то необходимо сначала нанести лак на водной основе, а потом уже начинать УФлакировку. Для этого лучше использовать воднодисперсионный праймерлак. При лакировании материалов со значительной впитываемостью можно использовать и специальное антивпитывающее вещество, чтобы лак не проваливался в бумагу.
Ультрафиолетовый лак совсем не содержит растворителей, поэтому не происходит его естественной сушки (за счет испарения), а все 100% массы нанесенного лака остаются на оттиске. Полимеризация же (сушка) лака происходит лишь под воздействием УФлучей, причем процесс этот почти мгновенный (при соблюдении правил технологического процесса).
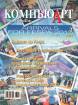
Лакирование оттисков выполняется, как правило, в специальном устройстве, состоящем из самонаклада оттисков, лакировального устройства, выводного устройства отлакированных оттисков, сушильной камеры с зоной охлаждения и стапельного приемного устройства. Благодаря разработкам быстрозакрепляющихся лаков, не содержащих летучих растворителей, в последнее десятилетие появилась возможность производить лакирование оттисков непосредственно в печатных машинах, которые имеют одну или две лакировальные секции. Современные операционные лакировальные машины включают также устройство для удаления противоотмарывающего порошка.

Машина для лакирования, которую MGI называет следующим поколением, — JETvarnish 3D
Отметим, что специализированные лакировальные машины обеспечивают лучшее качество, чем лакировка «по мокрому» непосредственно в печатной машине.
Cпециализированные лакировальные аппараты по принципу построения полностью повторяют стандартные конструкции оригинальных лакировальных аппаратов офсетных печатных машин и делятся на две группы: валковые и камерракельные по способу дозировки запечатываемого слоя.
Валковые выигрывают только при лакировании обычными прозрачными водными и УФлаками, когда требуется быстрая настройка толщины наносимого слоя лака. Преимущество особенно ощутимо при частой смене запечатываемых материалов в тиражах — от глянцевой бумаги до пористых картонов.
Стоимость валкового лакировального аппарата и его эксплуатации ниже, чем камерракельного. Поэтому сегодня это один из самых распространенных вариантов. Удобно и надежно иметь для УФлакирования отдельную машину и наносить УФлак на сухой оттиск. Другим важным моментом является вопрос качества лаковой пленки. Для УФлака очень важен промежуток времени от момента нанесения лака на оттиск до воздействия УФизлучения. Чем больше времени, тем лучше растекается лак, а следовательно, выше глянец, что легко регулируется длиной вальцовой лакировальной машины.
В случае если предполагается использовать лаки со специальными пигментами — перламутровыми или металлизированными — потребуется камерракельный аппарат. А наличие анилоксовых валов для камерракельного лакировального аппарата с различными линиатурами и объемами ячеек позволит не только наносить специальные лаки с любыми размерами частиц пигмента, но и подобрать требуемую толщину слоя для лакирования обычными прозрачными водными или УФлаками практически по любым картонам и типам бумаги.
Лаки, содержащие абсорбируемые цветные пигменты, могут также включать пигменты, отражающие свет. Имеются лаки с группой металлизированных пигментов для золотого (бронзовый пигмент), серебряного (алюминий) и других «металлических» цветов. В сочетании с водным эти лаки позволяют достичь очень высоких значений глянца. С помощью перламутровых пигментов при различных способах окрашивания лакового слоя можно получить отражение света от поверхности, которое заметно отличается от обычного отражения на цветных оттисках.
Если рассматривать требования, предъявляемые к точному выборочному лакированию с высоким качеством, то на практике заметных преимуществ конструкции камерракельного аппарата перед валковой нет. Качество в большей степени определяют технологические свойства лаков и лакировальных форм. Более доступные валковые лакировальные аппараты выигрывают перед камерракельными по скорости настройки толщины наносимого слоя прозрачного водного или УФлака.
Но камерракельные аппараты обеспечивают более высокое качество и возможную спецификацию заказа на широком спектре запечатываемых материалов. Система камерного ракеля нашла очень широкое применение благодаря тому, что лак наносится по всей ширине печатного листа очень равномерно и отсутствует необходимость в какойлибо регулировке подачи лака. Поскольку эта система очень точно дозирует подаваемое количество лака, идентичное повторение не является проблемой, что особенно важно при повторном тираже по истечении времени. Только с использованием этой системы можно осуществлять печать дорогим золотым или серебряным лаком.
Основное назначение одинарного лакировального модуля — нанесение лака на запечатанный материал. Если печать осуществляется с применением традиционных офсетных (масляных) красок, то такую запечатанную продукцию лакировать можно только дисперсионным лаком. При необходимости лакировать продукцию УФлаком печатная машина должна быть оснащена таким образом, чтобы лист запечатывался УФкрасками, а после каждой печатной секции стояла УФсушка. Однако есть и другое решение. Это наличие печатной машины с двойным лакировальным модулем и различной конфигурацией сушек.
На печатной машине с двойным лакировальным модулем есть возможность печатать традиционными офсетными красками. Обязательным является наличие двух промежуточных ИКсушек между лакировальными модулями. Как мы уже упоминали, при такой технологии УФлак можно наносить на печатное изображение только после предварительного нанесения грунтового слоя из дисперсионного лака. И чем больше дисперсионного лака в качестве грунтового слоя будет нанесено, тем выше будет качество глянца. Поэтому максимальная скорость печати не должна превышать 10 000 отт./ч. Именно на этой скорости еще возможно полное высыхание печатных офсетных красок и дисперсионного лака, чтобы нанесение УФлака происходило на полностью высохшее и подготовленное изображение оттиска.
При заказе машины с лакировальным модулем необходимо приобретать устройство охлаждения лака. Без этого устройства повышение температуры лака всего на 1 °С приводит к изменению вязкости лака примерно на 4 с. Такие изменения требуют снижения скорости печати и новой регулировки подачи лака.
Конечно же, офсетный способ — это не единственная возможность нанесения лака. Трафаретные машины позволяют наносить слой лака большой толщины. Со стороны может даже показаться, что вы смотрите не на лак, а на ламинацию. При трафаретной печати также гораздо больше маневра в выборочном лакировании. В композиции могут использоваться глянцевые, матовые лаки, а также их сочетание.
Практически каждое печатное производство может приобрести оптимальный набор оборудования, исходя из своих потребностей и финансовых возможностей. Учитывая, что лакирование — не самый дешевый вид отделки печатной продукции, следует отметить, что трафаретное нанесение — единственный способ лакирования, где изготовление тиражей 100200 штук будет вполне рентабельным.
Весь процесс УФлакирования трафаретным способом можно условно разделить на три стадии: изготовление печатной формы (трафарета), нанесение лака, полимеризация лака.
Применяемая для трафарета сетка должна иметь не менее 150 нитей на сантиметр (изза высокой текучести УФлака), а выбираемая фотоэмульсия обладать стойкостью к воздействию УФлака. При лакировании больших тиражей рекомендуется использовать диазофотополимерные эмульсии.
Как и в случае с краской, перенос лака с печатной формы производится путем продавливания его сквозь сетку при помощи ракеля (обычно полиуретанового). Такой способ переноса лака позволяет очень легко регулировать толщину его слоя, которая напрямую зависит от размера ячейки сетки и величины давления на ракель.
Для нанесения УФлака применяются обычные трафаретные печатные станки — полуавтоматические или автоматические. Ручные станки не используются изза их низкой производительности.
Полуавтоматические станки можно применять как в режиме печати с ручным накладом и съемом с ориентировочной производительностью 800 отт./ч, так и смонтированными в линию, состоящую из печатного станка, подборщика листов и туннельной печи УФсушки. При работе на такой линии печатник только подает листы на печатный стол, а съем производится подборщиком листов, который переносит их на ленту транспортера УФпечи.
Автоматические станки монтируются в линии с механизмами подачи и съема листов. Ручной труд в этом случае не используется, поэтому производительность процесса зависит только от характеристик автомата.
Для полимеризации (сушки) применяют специальные туннельные печи с кварцевыми лампами.
Как правило, лакированию подвергают оттиски, отпечатанные на относительно толстых, плотных и гладких сортах бумаги, так как на шероховатых и пористых бумагах трудно получить глянцевое покрытие, а лаковое покрытие на тонких бумагах вызывает загиб листов. Качество лакового покрытия в значительной степени зависит от гладкости бумаги и вязкости лака, поэтому вязкость лака контролируют вискозиметром и регулируют (например, разбавляя растворителем) в соответствии с показателем гладкости бумаги — чем он выше, тем меньшей должна быть вязкость лака.
К качеству отлакированных оттисков (после их сушки и вылеживания на поддоне в течение суток) предъявляются следующие требования: слой лака должен быть равномерным — без полос, просветов, затеков, пузырей и загрязнений; лаковый слой не должен изменять цветовой гаммы изображения, а листы не должны скручиваться.
Каландрирование после лакирования
Все виды лаков, за исключением УФлаков, наносятся ограниченной толщиной от 5 до 8 мкм и поэтому никогда не достигают такого значения глянца и степени защиты, какой характерен для продукции, ламинированной пленкой. Но ламинирование печатной продукции пленкой ограничивает возможность вторичной обработки и повышает стоимость изготовления. Горячее каландрирование позволяет получить гладкую поверхность, которая немногим отличается от ламинированной пленки.
В каландре установлены два цилиндра, которые соприкасаются друг с другом и вращаются во время работы в противоположных направлениях. Верхний цилиндр — металлический с полированной поверхностью, нижний — прижимной с обрезиненной поверхностью. Для очистки полированного цилиндра от налипшего лака устанавливается очистительный валик. Металлический полированный цилиндр имеет электрообогрев. Температуру нагрева его поверхности регулируют в пределах 100150 °С с помощью терморегулятора. Цилиндры имеют относительное смещение по окружности и в осевом направлении для технологических регулировок. Величину зазора и давление между цилиндрами изменяют при помощи механизмов регулировки. А нагрев включают только после того, как цилиндры приведены во вращение.
Несмотря на все качественные преимущества, горячее каландрирование можно применять только в некоторых случаях, так как оно является дополнительным отделочным процессом. Стоимость печатной продукции, обработанной каландрированием, гораздо выше той, что изготавливается при лакировании в процессе печати.
Печатные лаки на масляной основе
Эти лаки представляют собой непигментированные матовые или глянцевые связующие печатных красок с химической или физической сушкой.
Для нанесения печатных лаков используются печатные машины. Обработка ведется через красочный аппарат. Она может осуществляться в офсетных печатных машинах как с увлажнением, так и без него. Обращаться с ними следует так же, как с печатными красками. Сушка протекает быстро и может быть еще ускорена при добавлении сиккатива.
При лакировании «сырое по сухому» не рекомендуется распыление противоотмарочных средств, так как они ухудшают глянец. Тем не менее зачастую обойтись без них нельзя. Почти всегда требуется вентиляция отлакированного стапеля или его перекладывание. Устранить собственный запах лака невозможно. Поэтому не рекомендуется применение печатных лаков для упаковки продуктов питания. Если продукция рассчитана на длительное использование, следует учитывать, что масляный лак со временем пожелтеет.
Дисперсионные лаки
Так называются лаки на водной основе. К ним относятся акриловые смолы и полиэтиленовые воски. Обычно в их состав входит до 60% воды. Сушка осуществляется физическим способом путем испарения. Дисперсионные лаки обеспечивают печатным оттискам оптическое облагораживание, высокий глянец, защиту от истирания.
Наносятся эти лаки на оттиски путем использования комбинированных увлажняющих и лакировочных аппаратов машин, лакированием «в линию». Возможно укладывание полного стапеля при лакировании «сырое по сухому» в большинстве случаев без напыления, так как лак сохнет очень быстро. При лакировании «сырое по сырому» (краска — лак), а также при лакировании фольги или поверхностей с малой впитываемостью можно применять легкое напыление. Лак не желтеет. Образование глянца зависит от запечатываемого материала. Различие качества красок не оказывает на глянец значительного влияния. Лаки на водной основе являются самыми экологически чистыми по отношению к другим лакам. Дисперсионные лаки имеют незначительный собственный запах, который полностью исчезает после высыхания.
Кроме бесцветных лаков используются и слабо окрашенные лаки. Печать «золотыми» дисперсионными лаками на листовых офсетных машинах становится в последнее время все более распространенной.
Область применения: лакирование прозрачными и бесцветными защитными или глянцевыми лаками без запаха упаковок, оберток, этикеток или конвертов, а также лакирование бронзированных печатных работ.
При лакировании металлизированных красок обязательно необходимо сначала протестировать сочетание «краска — лак». Некоторые краски в сочетании с некоторыми лаками могут темнеть или терять блеск.
Ультрафиолетовые лаки
Эти лаки представляют собой жидкие синтетические материалы (акриловые эфиры), обеспечивающие на оттисках глянцевое или матовое покрытие. Лаки закрепляются на оттисках путем УФполимеризации. Для их использования необходимы специальные лакировочные устройства. УФлаки характеризуются очень высоким глянцем и высокой степенью защиты оттисков от внешних воздействий. Наносятся они на оттиски как на отдельных лакировочных аппаратах, так и путем лакирования «в линию». В экологическом отношении УФлаки отличаются от масляных и водных лаков прежде всего тем, что плохо поддаются вторичной переработке.

UV-лак Senolith UV FP фирмы WEILBURGER Graphics
Катионные УФлаки являются основой для эпоксидных смол. После процесса лакирования они каталитически задубливаются. Высокоглянцевое покрытие таким лаком может применяться на материалах для упаковки продуктов питания. Однако перед его нанесением нужна грунтовка поверхности.
Для выборочного УФлакирования оттисков в печатной машине используются специальные печатные формы (лакировочные формы), работающие по принципу высокой печати.
Альтернатива
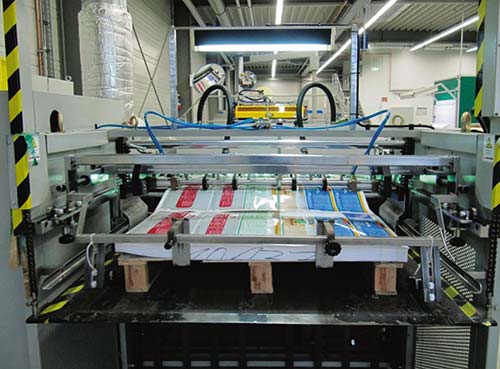
Сравнительно недавно на рынке появились устройства струйного УФлакирования.
Jet Varnish (от компании MGI), например, использует технологию струйной печати для того, чтобы наносить лак в требуемые области оттиска. Вскоре после нанесения этот лак полимеризуется ультрафиолетовым источником света. Лак, для того чтобы наноситься струйным способом, должен быть довольно жидким, поэтому он начинает впитываться в бумагу, и глянец получается не столь высокий, как при трафаретном лакировании. Но при использовании ламинации оттисков получаемый эффект уже полностью соответствует трафаретному УФлакированию. Впрочем, если не гнаться за «полным аналогом трафарета», то можно лакировать и без ламинирования, хотя глянец получается не очень качественный. Однако в большинстве случаев этого хватает.
Главное здесь в том, что с помощью Jet Varnish лакировать можно очень быстро и просто. По сути, на «приладку» тратится несколько минут и одиндва готовых оттиска. Отлакировать тираж в 50100 экз. можно за несколько минут и при этом не нужно делать никаких дорогостоящих форм. В результате стоимость выборочного УФлакирования существенно снижается.
Рабочий узел лакировальной цифровой струйной машины Scodix
Подобные решения сейчас предлагаются не только фирмой MGI, но и чешской компанией KOMFI, а также израильской Scodix со своими восковыми чернилами.
Однако формат Jet Varnish позволят лакировать оттиски размером до 50Ѕ70 см, что дает возможность работать не только с цифровыми оттисками, но и с оттисками офсетной печатной машины.
Выводы
В заключение следует отметить, что на рынке широко представлены лаки от различных производителей. Простое перечисление заняло бы довольно много места на журнальной полосе, а автор мог бы субъективно отнестись к материалу, осветив достоинства лаков одних производителей и не сказав ни слова о других.
Потребителям в первую очередь надо выбирать лаки по общим характеристикам, а уже потом обращать внимание на фирмупроизводителя. Под общими характеристиками мы имеем в виду целевой выбор лака — глянцевый или матовый, декоративные цели (металлизированные, перламутровые или люминесцентные), защитные (от истирания и других механических повреждений), барьерные, блистерные или ароматизированные, лаки с направленным скольжением и т.д.
Ламинирование
Лакирование, при всех его достоинствах, конечно, не единственный способ украшения печатной продукции. Прозрачное полимерное покрытие на оттисках, бумаге или картоне можно получить различными способами, но в полиграфии наибольшее распространение получили каширование (клеевое, бесклеевое) и экструзионное ламинирование. Каждый из этих способов имеет свои достоинства и недостатки.
Припрессовка пленки может быть применена для отделки изданий в обложках типа 14, в переплетах типа 5, 7, 8, 9, суперобложек, открыток, буклетов, календарей, проспектов, этикеток, упаковок и т.п.
Процессы ламинирования можно классифицировать по типу склеивающего вещества, используемого в производстве ламината, по расположению сушильного устройства и наличию растворителя, по наличию или отсутствию нагрева материалов:
- экструзионное;
- с использованием расплавов;
- клеевое;
- бесклеевое;
- мокрое;
- сухое;
- сольвентное;
- бессольвентное;
- восковое;
- горячее;
- холодное.
Каширование — нем. Kaschieren — приклеивать, оклеивать. В нашем случае это соединение так называемого лайнера и основы или пленки и основы с оттиском. Для припрессовки к оттиску используются матовые или глянцевые пленки на основе полипропилена или полиэфира. Они применяются для долговременной защиты таких документов, которые имеют длительный срок действия и подвергаются значительному воздействию на поверхность.
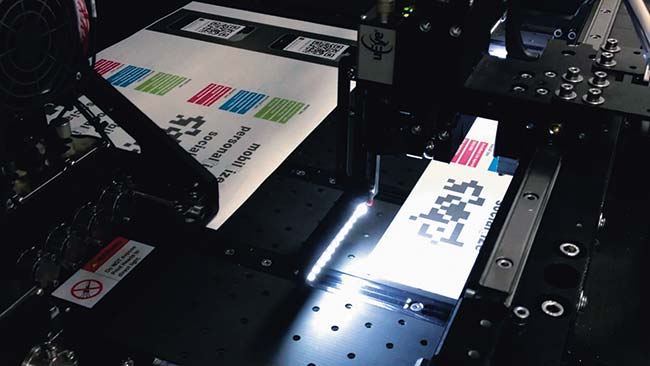
Полностью ламинированная книга
Каширование обеспечивает максимальную защиту от истирания оттисков, надежно защищает их от любых воздействий внешней среды, допускает многократную очистку поверхности ламинированных оттисков, повышает их механическую стабильность и пр. Кроме того, каширование является надежным средством для защиты документов от фальсификации и подделки. Пленки к поверхности приклеиваются в специальных кашировочных устройствах (ламинаторах).
Виды каширования:
- одностороннее — приклейка лайнера к основе;
- двухстороннее — приклейка лайнера к основе с двух сторон;
- слимкаширование — каширование лайнера друг к другу без основы.
В зависимости от способа соединения лайнера и основы различают клеевое и бесклеевое каширование.
При клеевом соединении на полотно лайнера наносится адгезив, после чего осуществляется его склейка с материалом основы. Параметры клеевого соединения зависят от свойств клея.
Клеевое соединение, в свою очередь, различается на «сухой» и «мокрый» способы. При «мокром» припрессовка материалов осуществляется сразу после нанесения клея на лайнер (пленку), и только потом производится сушка. В этом случае в качестве материала основы используется пористая бумага или картон, чтобы растворитель из клея мог беспрепятственно испаряться. При «сухой» склейке пленка после нанесения на нее клея сушится, а уже затем осуществляется припрессовка. «Сухой» способ считается более универсальным, так как позволяет соединять практически любые материалы.

Рабочий модуль кашировальной машины
Другие виды отделки печатной продукцииИмитация металлических покрытий Имитация металлических покрытий под золото и серебро довольно популярна и применяется на широком спектре печатной продукции — от книг до упаковки. Этот вид отделки может выполняться тремя способами: бронзированием, печатанием металлизированными красками и тиснением полиграфической металлизированной фольгой. Бронзирование — отделочный полиграфический процесс, при котором поверх оттиска печатают грунтовый слой, а затем припудривают его тончайшим слоем металлического порошка. Бронзированием можно отделывать оттиски, отпечатанные на бумаге высокого качества — клееных и гладких. Шероховатые бумаги, к сожалению, для этого способа непригодны. Непосредственно перед бронзированием получают оттиск краской соответствующего тона: под бронзовую пудру — желтого, под алюминиевую — сине-серого. Только не надо думать, что бронзирование проводится только двумя цветами. Такие оттенки, как «бледное золото», «богатое бледное золотое» и «богатое золото» наносятся смесями на основе меди. Серебряные оттенки получают, используя алюминий. Для получения медных оттенков применяется чистая медь. А специальные оттенки, такие как «бледное красное золото», «бледное желтое золото», «богатое бледное красное золото» и подобные, могут быть достигнуты путем смешения различных основ. С производственной точки зрения бронзирование не является отдельным участком по обработке печатной продукции, секция для бронзирования может быть совместима с любой печатной машиной, которая есть в производстве. Хотя кое-где малые тиражи иногда по-прежнему производятся вручную. Наиболее дешевым и простым способом нанесения металлизированных покрытий является печать металлизированными красками. Металлизированные краски бывают двухкомпонентными и однокомпонентными. Двухкомпонентные краски смешиваются обычно в пропорции 1:1 перед использованием, однокомпонентные сразу готовы к применению. Надо только учитывать, что двухкомпонентные краски смешиваются непосредственно перед печатью и только в нужном количестве, так как при хранении готовой смеси краска тускнеет и теряет свою яркость. Но зато они обеспечивают стабильность, простоту использования и оперативность процесса печати. Достоинством металлизированных красок является то, что их применяют во время печатного процесса, поэтому дополнительных расходов на послепечатную обработку не требуется. Печать металлизированными красками дешевле тиснения фольгой. Надо учитывать, что металлическая пудра, играющая роль пигмента, предъявляет особые требования к связующему и печатной бумаге. Они должны быть нейтральными, так как даже невысокая их кислотность приводит к быстрой потере металлического блеска оттисков. Повышенную кислотность обычно имеет немелованная бумага, поэтому при отделке оттисков печатанием бронзовой и алюминиевой красками следует пользоваться мелованной бумагой, которая к тому же обеспечивает высокий блеск запечатанной поверхности. Другое важное требование к печатной бумаге — высокая прочность на выщипывание, поскольку металлизированные краски очень липкие. В остальном технология печатания металлизированными красками практически ничем не отличается от технологии печати обычными красками, содержащими органические пигменты. Горячее тиснение фольгой (припрессовка фольги) — это процесс механического переноса металлизированного слоя с пленочного носителя на запечатываемую поверхность под воздействием давления и температуры. Область применения этой технологии невероятно обширна, ведь фольга бывает не только блестящей. Существует еще цветная, металлизированная, перламутровая, дифракционная, голографическая фольга. В сочетании с конгревным тиснением возможно получение осязательных эффектов. Горячее тиснение фольгой дает любые виды рельефа (эмбоссинг, дебоссинг), возможно также структурное тиснение. Для горячего тиснения фольгой на машинах устанавливают специальные секции. Тиснение в этом случае осуществляется с помощью нагревающегося гравированного латунного вала специальной полиграфической фольгой. Тиснение под золото или серебро выполняется на ручных, полуавтоматических или полностью автоматических позолотных прессах с применением специальной полиграфической фольги для горячего тиснения. Тиснение полиграфической фольгой — сравнительно дорогой способ отделки, так как фольга дороже металлизированной краски и металлической пудры, а процессы тиснения уступают процессам печатания по производительности. Для термочувствительных материалов он вообще неприменим. Холодное тиснение с помощью УФ-лака — хорошая альтернатива. Данная технология печати полиграфической продукции включает нанесение на запечатываемый материал так называемого лака холодного тиснения — специально разработанного адгезива. Лак наносится с применением обычной фотополимерной формы во флексографской печатной секции, частично полимеризуется УФ-лучами, на него накладывается фольга, после чего, уже в рулоне, в течение нескольких часов происходит окончательная полимеризация лака. Для холодного тиснения фольгой могут использоваться специальные секции с регулируемой мощностью УФ-ламп либо переделанные секции ламинирования. Механические способы отделки Гренирование — это обработка поверхности материала (бумаги, картона, оттиска), а также обреза книжного блока для изменения фактуры поверхности зернистой или другой развитой структуры. Рельефный рисунок по всей поверхности бумаги, картона и переплетного покровного материала обычно наносят в процессе их отделки в специальном каландре, состоящем из стального гравированного (оборудованного электронагревом) и бумажного валов. Разновидностью гренирования является повторение фактуры мазка при факсимильном воспроизведении картин масляной живописи. Биговка — продавливание небольшой дорожки (линии сгиба) в бумаге или картоне. Биговка защищает место сгиба от заломов бумаги и растрескивания красочного слоя, придавая тем самым полиграфической продукции более аккуратный вид. Она широко применяется при изготовлении открыток, папок, буклетов и множества другой продукции. В зависимости от формата листа, плотности бумаги и тиража для биговки используется различное оборудование — автоматические либо ручные биговальные машины. Также биговку часто делают одновременно с вырубкой (например, при изготовлении бумажных папок), используя специальные биговочные ножи. Перфорация — это обработка полиграфической продукции для создания отрывных частей. Другими словами — это пробивка отверстий, очень близко расположенных друг к другу. Перфорация встречается на отрывных календарях, марках, купонах, блокнотах, тетрадях и др. Вид и размеры отверстий определяются их назначением: для отрыва почтовых марок от листа, листа от блока, для скрепления книжных блоков спиралями, в процессе фальцовки листов для получения четкого сгиба, свободного выхода воздуха из замкнутых полостей тетрадей и т.д. Высечка (штанцевание) — (от нем. stanzen — штамповать) — высекание фигурных полиграфических изделий (этикеток, детских книг, пазлов, заготовок для мягкой упаковки и т.д.) при помощи остро заточенного стального штампа. Высечку делают специальным фигурным ножом, изготовленным из стальной полосы, которую после заточки изгибают по контуру рисунка. Готовый нож крепится в заготовке из толстой фанеры, в которой выпиливается узкая щель по конфигурации ножа. В процессе высечки нож врезается в марзан, в качестве которого служит лист прессованного картона или пластиката. Высечку выполняют поштучно или малой стопой. |
При бесклеевом способе припрессовки применяют двухслойные полимерные пленки, состоящие из основы и термопластичного слоя, материал которого при расплавлении выполняет функции адгезива, то есть способен заполнять неровности поверхности материала основы и обеспечивать прочное скрепление покрытия и основы.
При нагреве в каландре термоплавкий слой пленки переходит из твердого в жидкое вязкотекучее состояние и под действием давления, осуществляемого в полосе контакта, заполняет макро и микроуглубления бумаги, смачивает ее поверхность и красочный слой оттиска, вступает с ним в адгезионное взаимодействие. При выходе из полосы контакта и охлаждении термоплавкий слой затвердевает, при этом адгезионные слои приобретают новые качества, отличные от исходных — поверхностный слой бумаги или оттиска становится монолитным, так как отдельные волокна и зерна наполнителя скреплены прочным, эластичным и прозрачным адгезивом, а слой прозрачного полимера армирован волокнами бумаги или картона. По этим причинам проклеенные лакированные материалы имеют большую прочность при одинаковой площади сечения, чем исходные волокнистые материалы и пленка адгезива.
При клеевой припрессовке используют однослойные полимерные пленки (триацетатную, полипропиленовую, лавсановую, очень редко — целлофановую) толщиной от 10 до 40 мкм. В качестве клея используют прозрачные бесцветные лаки, имеющие химическое родство с полимером пленки и содержащие растворители, вызывающие набухание и частичное растворение пленки. Вязкость и толщина клеевого слоя подбираются по показателю гладкости бумаги оттисков, площади и вида запечатанной поверхности: менее гладкие и незапечатанные бумаги требуют большего расхода клея пониженной вязкости. Клеевой слой до момента припрессовки обязательно высушивается (но не до потери липкости), чтобы многократно сократить время его закрепления — закрытый полимерной пленкой, он долго будет оставаться в жидкотекучем состоянии, так как затруднено удаление паров растворителя.
Процесс припрессовки пленки происходит в каландре, состоящем из обрезиненного и стального вала, обеспеченного регулируемым нагревом при мощном сжатии и высокой (до 130 °С) температуре, оптимальное значение которой зависит от вида пленки.
В качестве клеевого слоя при бесклеевой припрессовке используются полиэтилен низкого давления, полиолефины, сополимеры этилена с винилацетатом и сплавы полимеров на основе полиолефинов. Для лицевого слоя дублированных пленок используются те же полимеры, что и для клеевого способа припрессовки.

Линия для экструзионного ламинирования
Экструзионное ламинирование — процесс нанесения па поверхность оттиска расплава полимера. Экструзия (от лат. extrusio — выталкивание) — это способ получения изделий или покрытий из полимеров, находящихся в вязкотекучем состоянии, в виде расплава. Экструзионный способ при ламинировании заключается в непрерывном выдавливании расплава полимера через узкую щель экструдера на движущееся полотно печатного, переплетного или упаковочного материала.
В экструзионных поливочных машинах ротационного принципа действия термопластичный полимер, применяемый в виде гранул, расплавляется в экструдере и через его щелевую головку наносится на предварительно нагретое полотно основы. Расплав прижимается к бумаге (или картону) в каландре, валы которого располагаются горизонтально, разглаживается и охлаждается при движении полотном стального полированного цилиндра, охлаждаемого проточной водой.
Экструзионный способ получения прозрачного полимерного покрытия широко применяется в производстве упаковочных материалов и изделий, некоторых видов рекламных изданий и может быть использован при изготовлении переплетных покровных материалов на бумажной основе.
В экструзионном способе покрытия бумаги и печатной продукции полимерным слоем применяется сравнительно дешевое сырье (гранулы полимеров, а не готовые пленки), производительность оборудования примерно на порядок выше, имеется возможность варьировать толщину полимерного покрытия и его эксплуатационные свойства в широких пределах.
Отдельно от экструзионного можно рассмотреть способ переноса лакового слоя с временной подложки, который имеет формальные признаки технологии лакирования и припрессовки полимерной пленки, так как в процессе припрессовки используют сухой лаковый слой, полученный на временной подложке — прочной лавсановой пленке. Технологический процесс протекает в четыре этапа: получение толстого лакового слоя на лавсановой пленке; припрессовка лакового слоя к листовой или рулонной печатной продукции; двухдневная выдержка склейки в рулоне; отделение подложки от оттисков. Первые два этапа обычно выполняются на автомате для клеевой припрессовки, а последняя операция — на его сматывающем устройстве.
В контексте технологии ламинирования необходимо упомянуть о ламинировании с применением синтетического воска.
Ламинирование с использованием расплавов может осуществляться также путем нанесения между соединяемыми слоями расплавленных смесей воска и полимера, обычно сополимера этилена с винилацетатом. Расплавленная масса с помощью вала наносится на один из слоев, который соединяется с другой лентой материала посредством сжимающих валов. Эта система ламинирования применяется, главным образом, для соединения алюминиевой фольги с различными видами бумаги. Стойкость слоев к отрыву в этой системе значительно ниже по сравнению с прочими системами ламинирования. Этот тип ламинирования используется для изготовления упаковки для жевательной резинки, сыров и т.п.