
Позолотные процессы. ХХI век
Зачем и кому нужно тиснение фольгой
Тиснение: горячее или холодное?
Технологии защиты торговой марки
Самоклеящиеся материалы Arconvert
Разработка дизайна и выбор технологии
Arctic — сигареты в голографической упаковке
Тиснение фольгой плюс бронзирование
Как избежать проблем при разработке макета и оформлении заказа

17 и 18 октября в рамках выставки «ПолиграфИнтер-2007» состоялась первая отечественная научно-практическая конференция «Позолотные процессы. XXI век». Идея проведения конференции, посвященной всем аспектам использования тиснения фольгой в дизайне, упаковке, книгоиздании, а также новинкам оборудования для тиснения, принадлежит компании «Дубль В» и немецкому производителю фольги — фирме Leonhard Kurz. Целью организаторов стало объединение опыта ведущих специалистов в области горячего и холодного тиснения: производителей, дизайнеров и маркетологов.
В конференции участвовали как российские, так и зарубежные полиграфисты. С докладами выступали представители ведущих отечественных и международных компаний: фабрики «Свобода», издательства «Эксмо», компании «Н.Т.Граф», типографий «Знак» и «Интеллект», American Cigarette Tobacco Company, Arconvert, Belasco, Bobst, Gietz, Heidelberg, Hinderer+Muehlich, Leonhard Kurz, Man Roland, RBA group, VanHeertum.
Программа мероприятия была разделена на пять секций: «Индустрия», «Дизайн», «Защитные технологии», «Техника и технологии горячего тиснения» и «Лаборатория позолотных процессов». Участники имели возможность поделиться своим опытом и получить новую информацию о позолотных процессах — от разработки дизайна до создания конечного продукта. Предлагаем вниманию читателей тезисы некоторых выступлений.
Тиснение на обложках книг (издательство «Эксмо»)
Зачем и кому нужно тиснение фольгой
Елена Лисниченко, руководитель департамента «Фольга» компании «Дубль В», рассказала о причинах, по которым тиснение фольгой стало одним из основных способов отделки печатной продукции. Основными аргументами в пользу применения фольги являются следующие факторы:
- современные позолотные процессы — продолжение многовековых традиций оформления печатных изданий;
- блеск — решающий фактор в принятии решения о покупке, возможность завоевать внимание покупателя в местах продаж. Тиснение — это прямое вложение в укрепление позиций бренда и возможность выделиться среди конкурентных продуктов, а следовательно, увеличить продажи;
- тиснение идет в ногу с научно-техническим прогрессом — от ручного до высокоскоростного автоматизированного процесса;
- широкие возможности дизайна: от плашек до тонких линий, любые виды рельефа, возможность последующей запечатки, тиснение по тиснению, тиснение вместо выборочного лакирования;
- процесс тиснения можно выполнять в линию с печатью;
- фольга — экологически чистый продукт, не содержащий тяжелых металлов, не требующий специальной утилизации и пригодный для упаковки пищевых продуктов, причем очистка машины для тиснения не требует специальных смывочных средств.
Компания Kurz: основные факты
Маркус Хоффман (Markus Hoffmann), директор по продажам и маркетингу компании Kurz, рассказал об истории и современном положении одного из соорганизаторов конференции.
Компания Kurz была основана в 1899 году как небольшая мастерская по производству сусального золота. Создавая промышленное производство фольги, компания установила в 1931 году первую камеру для вакуумной металлизации, а в 1960-м начала изготавливать алюминиевую фольгу на ПЭТ-основе. В 70-х годах компания вышла на рынок решений для радио- и телеаппаратуры. В 1985 году был запущен в эксплуатацию завод в немецком городе Зульцбах-Розенберге. Тогда же разработанные Kurz кинеграммы стали применять для защиты от подделок банкнот в Австрии, а тремя годами позднее — и в Германии. Расширяя производство, Kurz запустила заводы в Малайзии (1987 г.) и в Китае (2002 г.). В 2003-м было основано совместное с PolylC производство RFID-материалов.
В настоящее время Kurz является крупнейшим в мире производителем фольги для тиснения. В структуру компании входят 19 дочерних фирм, девять производственных предприятий и 70 торговых представительств. Общее число сотрудников приближается к 3 тыс. Компания выпускает около 5 тыс. наименований продуктов для полиграфии, автомобилестроения, производства бытовой техники и мебели, а также других отраслей промышленности. 30% продукции сбывается в Германии, а 70 — идет на экспорт.
Тиснение фольгой и маркетинг
Ульрих Бернхард (Ulrich Bernhard), ведущий менеджер Kurz по продажам и маркетингу в Европе, на Среднем Востоке и в Южной Америке, рассказал о некоторых маркетинговых аспектах применения тиснения фольгой. Он отметил, что отделка фольгой является стандартом в производстве упаковки для шоколада, косметики, крепких алкогольных напитков и вин. В других сегментах рынка тиснение фольгой используется для того, чтобы подчеркнуть качество и престижность продукции. Также отделка фольгой может обозначать определенные качества продукции, например создавать впечатление свежести напитка.
Горячее тиснение фольгой применяется для создания эффектов металлического или бриллиантового блеска, а также голографического эффекта (искрящегося или радужного). В сочетании с рельефным тиснением возможно получение осязательных эффектов.
Холодное тиснение в комбинации с последующей печатью по фольге позволяет получать широчайший спектр металлических цветов при качественном воспроизведении мелких графических элементов и полутонов.
Тиснение: горячее или холодное?
Вольфганг Буркард (Wolfgang Burkard), бренд-менеджер компании Kurz, рассказал об особенностях процессов холодного и горячего тиснения фольгой.
Горячее тиснение фольгой — это процесс механического переноса металлизированного слоя с пленочного носителя под воздействием давления и температуры. Для горячего тиснения необходимы специальные травленые или гравированные металлические штампы. Может применяться тигельное, плоскопечатное или ротационное оборудование.
Холодное тиснение представляет собой процесс переноса металлизированного слоя с пленочного носителя под действием адгезионных сил предварительно нанесенного на материал клея. Как правило, холодное тиснение выполняется на ротационном оборудовании в линию с печатью.
Оба вида тиснения применяются в производстве самоклеящихся и сухих этикеток, упаковки, открыток, а также разнообразной рекламной продукции.
Основные достоинства горячего тиснения фольгой:
- высокий глянец;
- возможность комбинирования с любыми видами рельефного тиснения с соблюдением точной приводки;
- экономный расход фольги;
- совместимость с большинством разновидностей заечатываемых материалов.
Недостатки горячего тиснения фольгой:
- высокая стоимость штампов;
- длительная приводка;
- невозможность воспроизведения полутонов;
- невозможность тиснения на термочувствительных материалах;
- сложность тиснения сюжетов, в которых присутствуют и плашки, и тонкие графические элементы.
Холодное тиснение фольгой характеризуется очень высокой скоростью работы, относительно быстрой приводкой, отсутствием дорогостоящей оснастки, отсутствием деформации материала и возможностью тиснения разнообразных сюжетов, включая полутоновые.
Вместе с тем при использовании холодного тиснения невозможна работа (без предварительной грунтовки) с сильно впитывающими материалами и одновременное выполнение с ним конгрева, а также происходит большой расход фольги. Кроме того, для холодного тиснения характерен меньший глянец фольги, чем для горячего тиснения.

Плоское тиснение голографической фольгой (H+M)
Таким образом, горячее тиснение особенно эффективно при отделке больших тиражей, при работе с сильно впитывающими материалами и при необходимости совмещения тиснения фольгой с рельефным тиснением. В свою очередь, холодное тиснение особенно эффективно при малых и средних тиражах, при работе с термочувствительными материалами, а также при воспроизведении макетов со сложным сочетанием элементов тиснения фольгой и печатного изображения.
Также г-н Буркард рассказал о строении фольги для горячего тиснения и дал рекомендации по выбору фольги из ассортимента Kurz для выполнения разных задач.
Технологии защиты торговой марки
Юрген Мэтцгер (J ьrgen Metzger), ведущий менеджер компании Kurz в области защиты бренда, рассказал о решениях, которые позволяют предотвратить подделку печатной продукции. Он отметил, что в настоящее время ущерб от фальсификации торговых марок превышает 250 млрд долл. в год, что составляет 5-7% от объема мировой торговли. В наибольшей степени подделке подвержены фармацевтические товары, табачные изделия, одежда и обувь, программное обеспечение и алкогольные напитки.
Компания Kurz разработала широкий спектр решений для защиты упаковки товаров от подделки. Основные типы защитных элементов: разнообразные голограммы (2D, 2D/3D, DotMatrix) и оптические элементы Trustseal. Эти элементы легко запомнить и узнать, но трудно или практически невозможно фальсифицировать. Тип и степень защиты определяются индивидуально для каждого проекта. Оптические защитные элементы могут гармонично интегрироваться в дизайн упаковки или этикетки. Благодаря этому они не только не портят внешний вид товара, но и дополнительно привлекают внимание покупателя.
Самоклеящиеся материалы Arconvert
Льюис Мануэль Торрес Салинас (Luis Manuel Torres Salinas), директор по экспортным продажам Arconvert, рассказал о фабрике Arconvert и производимых самоклеящихся материалах.
Arconvert входит в группу Fedrigoni, основанную в 1888 году. В настоящее время на фабрике функционируют три машины по изготовлению самоклеящихся материалов и одна линия по производству специальных продуктов. В производстве самоклейки применяется бессольвентная технология. На фабрике работают 153 человека.
Годовой объем производимых самоклеящихся материалов превышает 150 млн кв.м. 48% продукции идет на экспорт. Фабрика выпускает самоклеящиеся бумаги (мелованные и немелованные; матовые, полуглянцевые, глянцевые, высокоглянцевые), самоклеящиеся полипропиленовые и полиэтиленовые пленки, а также термобумаги для всех основных сегментов этикеточного рынка.
Разработка дизайна и выбор технологии
Леонид Пак, инженер-технолог компании American Cigarette Tobacco, рассказал об особенностях разработки дизайна для позолотных работ и выбора технологии получения металлизированного покрытия.
При разработке дизайна упаковки важно учитывать культурные традиции региона, в котором будет реализовываться товар. В частности, если на упаковке для стран Западной и Центральной Европы количество позолоты должно быть умеренным, то в странах арабского Востока товар в такой упаковке рискует попросту остаться незамеченным на магазинной полке. Культура России испытывала и продолжает испытывать влияние и западных и восточных традиций, поэтому при разработке дизайна упаковки для отечественного рынка требуются особые подходы. В идеале нужно создавать впечатление роскоши, не пренебрегая при этом традициями европейского минимализма, то есть яркий запоминающийся дизайн не должен выглядеть как китч. Соблюсти такой баланс — задача весьма сложная.
В настоящее время основными позолотными технологиями являются горячее и холодное тиснение фольгой. Обе они позволяют выполнять выборочное нанесение на оттиск металлизированного покрытия.
Основные достоинства холодного тиснения — относительно низкая стоимость фотополимерных флексографских форм и высокая скорость процесса. Недостатком этой технологии является высокое растискивание при нанесении клея, что ухудшает качество воспроизведения мелких графических и текстовых элементов, а также границ плашек. Растискивание можно уменьшить, если для нанесения клея использовать аппарат глубокой печати, однако при этом теряется основное достоинство холодного тиснения — дешевизна формы, поскольку стоимость цилиндра глубокой печати не ниже стоимости штампа для горячего тиснения.
В производстве пищевой упаковки применение холодного тиснения ограничено вследствие использования УФ-отверждаемых клеев, многие из которых имеют специфический остаточный запах и не рекомендованы даже для непрямого контакта с продуктами питания. Поэтому следует выбирать специальные УФ-клеи с минимальным запахом, причем и в этом случае рекомендуется предварительно выполнять тесты.
В случае если тиснение выполняется в офлайн-режиме, серьезной проблемой является совмещение металлизированного и красочного изображений. Заказчику обязательно следует оговорить с технологами типографии допуски на совмещение.
При горячем тиснении фольгой важно обратить внимание на характер изображения. В частности, воспроизведение плашек большой площади — технологически сложная задача, поскольку фольга должна припрессовываться равномерно, без пузырей и пригорания. При этом оптимальные результаты обеспечивает ротационное оборудование.

Машина для ламинирования на фабрике Arconvert
Как альтернатива выборочному тиснению может рассматриваться печать по ламинированному металлизированной пленкой материалу. Помимо ламинации пленкой возможна так называемая трансферная ламинация — разновидность холодного тиснения со сплошным покрытием поверхности материала металлизированным слоем толщиной до 4 мкм. Трансферная ламинация выполняется в линию перед печатью, а для нанесения клея используется секция флексографской или глубокой печати. В отличие от покрытия металлизированной пленкой, этот способ не усложняет обработку картонной упаковки на высокоскоростных фальцевально-склеивающих линиях.
При печати по металлизированной поверхности особое внимание следует обращать на адгезионные и кроющие характеристики красок. Печатная краска должна не только иметь хорошую адгезию к пленке или слою металла, но и полностью закрывать его. В случае если какие-то места макета должны быть белыми, следует учесть, что ни один белый пигмент не обеспечит такую степень белизны, какую имеет мелованный чистоцеллюлозный картон или мелованная бумага.
При использовании голографической фольги на стадии подготовки макета необходимо обсудить с типографией, что будет наноситься в первую очередь: фольга или краска. Возможны оба варианта: как печать по непрозрачной фольге, так и нанесение прозрачной фольги на отпечатанное изображение. Выбор зависит от желаемого визуального эффекта и, конечно, от бюджета проекта.
Arctic — сигареты в голографической упаковке
Елена Пустобаева, бренд-менеджер компании American Cigarette Tobacco, рассказала о практическом опыте запуска нового бренда — сигарет Arctic, чья концепция во многом основана на особых оптических свойствах упаковки.
Arctic — первые в России сигареты в голографической пачке. Концепцию этого бренда разработал известный американский маркетолог Джек Траут (Jack Trout). В связи с запретом на рекламу на телевидении, а также на наружную рекламу сигарет основной упор в продвижении новой марки сигарет делается на уникальность упаковки. Запоминающееся оформление пачки Arctic помогает потребителю заметить ее даже на полке с огромным ассортиментом.
Упаковку Arctic практически невозможно подделать. При этом она не приедается — бесконечная игра красок, оттенков, переливов создает эффект «северного сияния». За инновации, примененные в производстве упаковки, марка Arctic была награждена золотой медалью конкурса «Инновационный продукт «Продэкспо-2007».
В печатной рекламе сигарет голография заменяется выборочным УФ-лакированием. Концепция бренда включает также разнообразную сувенирную продукцию: зажигалку, оформленную голографической пленкой, стикер и ленту-ценник также с голографическим эффектом.
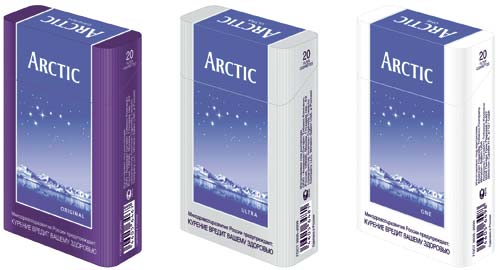
Arctic — первые в России сигареты в голографической пачке
Тиснение фольгой плюс бронзирование
Михаил Вербицкий, главный технолог типографии «Интеллект», рассказал о достоинствах совместного применения двух способов получения металлизированных покрытий: тиснения фольгой и бронзирования.
Бронзирование — нанесение металлической пудры на слой специального адгезива. Этот процесс включает следующие стадии:
- нанесение лака-адгезива в листовой офсетной машине;
- распыление на сырой адгезив металлической пудры и удаление ее излишков в бронзировальной машине;
- покрытие оттиска водным или УФ-отверждаемым лаком для повышения устойчивости к истиранию.
Бронзирование придает оттиску особый мерцающий блеск, который недостижим ни при использовании металлизированных красок, ни при тиснении фольгой. В «Интеллекте» применяют пудру нескольких цветов: «красное золото», «белое золото», «богатое золото», «бледное золото» и «прозрачный перламутр». Особый блеск достигается за счет хаотичной ориентации частиц, размер которых может составлять от 20 до 100 мкм. Степень блеска может варьироваться.
К недостаткам бронзирования относятся высокий объем инвестиций в оборудование (листовая офсетная машина, бронзировальная машина и лакировальная машина) и сложность работы с фактурными материалами. При этом по стоимости расходных материалов (включая расходы на формы и штампы) бронзирование — более дешевый процесс, чем горячее тиснение фольгой, а по затратам времени на приладку и отделку эти процессы примерно равноценны.
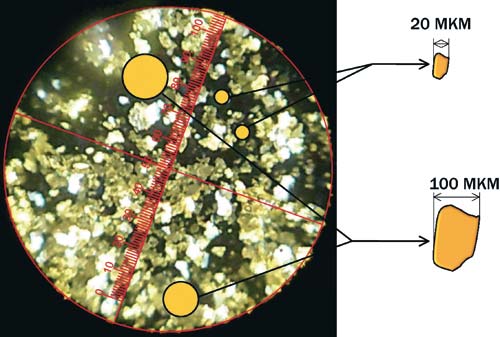
Микрофотография бронзированного оттиска
Как избежать проблем при разработке макета и оформлении заказа
Светлана Федотова, начальник отдела комплексных упаковочных решений типографии «Знак», рассказала о проблемах, с которыми могут столкнуться заказчики продукции с позолотой, и о способах их преодоления.
Возможности тиснения и различные вариации этой технологии весьма разнообразны. Вот некоторые из них: многоуровневое тиснение с приводкой по изображению; тиснение голографической фольгой с непрерывным узором; тиснение фольгой в два прогона; плоское тиснение фольгой нескольких цветов с последующим конгревом по всем цветам с приводкой; тиснение фольгой изображения и конгрев фона и изображения; конгревное тиснение фольгой в несколько прогонов; многоуровневое конгревное тиснение фольгой с приводкой по изображению; фоновое тиснение с углубленным рисунком…
К сожалению, на практике заказчики продукции с тиснением далеко не всегда получают из типографии качественные изделия, и виновны в этом во многих случаях сами заказчики, которые выбирают предприятие, руководствуясь зачастую только прайс-листом, либо предоставляют некорректно разработанные макеты штампов.
При выборе предприятия для выполнения заказа желательно познакомиться не только с менеджером по продажам, но и с начальником производства и с технологами. Поинтересуйтесь, как часто предприятие выполняет тиснение фольгой, есть ли штатный дизайнер и штатный корректор, ознакомьтесь с портфолио работ, узнайте, есть ли на предприятии во всех сменах мастера, которые контролируют и подписывают технологические листы после приладки, есть ли во всех сменах дежурные механики (от этого часто зависят сроки и качество выполнения заказа). При демпинговой цене обязательно узнайте, кто будет отсеивать брак продукции — изготовитель или ваши сотрудники.

Тиснение фольгой с конгревом. Рельеф выпуклый, призмообразный с острыми (верхняя и нижняя строки) и плоскими (в средней строке) вершинами (H+M)
При создании макета рекомендуется проконсультироваться с дизайнером типографии (штатным или фрилансером). Согласуйте с типографией, что необходимо изменить в дизайне, чтобы уменьшить бюджет на изготовление заказа.
Общие рекомендации по оформлению макета для тиснения фольгой:
- межбуквенное пространство (трекинг) должен быть увеличен минимум на 30%;
- если в макете присутствуют и плашки, и большое число тонких линий, то придется либо делать два прогона, либо обеспечивать такое расстояние между этими элементами, которое позволит использовать фольгу отдельными ручьями;
- цвет запечатываемого материала влияет на тон фольги;
- контуры элементов тиснения должны быть обозначены кривыми и быть замкнутыми. Допускается использование только векторной графики;
- для многоуровневого конгрева элементы рельефа каждого уровня должны находиться в отдельном слое и иметь заливку разных цветов;
- не допускается наложение контуров различных уровней друг на друга;
- не должна применяться обводка контуров;
- следует проверять наличие «невидимых» элементов, «петель» и т.п. Очень часто причиной брака является большое количество «мусора» в файлах макета.
Чтобы минимизировать риск возникновения ошибок, следует как можно более подробно обсудить все аспекты работы с персоналом типографии. Кроме того, согласуйте и утвердите тиражность продукции и требуемую тиражестойкость штампа.
При разработке макета штампа для горячего тиснения фольгой часто допускаются следующие ошибки:
- не учитывается усадка запечатываемого материала после печати (растяжение происходит вследствие воздействия увлажнения в офсете);
- не учитывается термическое расширение металла штампа при нагреве;
- при подготовке макета не учитываются особенности фрезерования или травления, в результате чего происходит объединение или потеря элементов;
- при большом количестве элементов заказывают один большой штамп, забывая о неравномерном термическом расширении, которое затрудняет приводку;
- вместо правильного подбора сочетания уровней конгрева проектируют высокий рельеф, который сглаживается послепечатными процессами — вырубкой, фальцовкой, склейкой и т.п. На листах, подвергающихся кашированию, конгрев часто вообще расплывается и становится едва видимым;
- не учитывается температура второго прогона тиснения с конгревом, в результате чего фольга тускнеет.
Согласуйте с типографией, не понадобится ли для реализации дизайнерской задумки изготовление многоуровневого штампа. Если такой штамп требуется, а бюджет проекта соответствующих расходов не предусматривает, поинтересуйтесь, что надо изменить в дизайне, чтобы избежать дополнительных затрат. Если без изготовления многоуровневого штампа из латуни не обойтись, потребуется 3D-файл рельефа конгрева, который и необходимо утверждать.
Если вам необходимо применить многоуровневый конгрев, а представители типографии убеждают его не делать, необходимо получить обоснование отказа и образец конгрева, который предлагается изготовителем. Такое поведение менеджеров типографии часто объясняется тем, что при участии в тендерах они не учитывают, что многоуровневый конгрев можно изготовить только фрезерованием или комбинацией «травление плюс фрезерование», и закладывают в расчеты самый дешевый вариант — травление магниевых штампов. Выбор материала клише без учета особенностей дизайна — вообще частая причина отказа от продолжения работы.
Следует помнить, что минимизация затрат на материалы должна быть разумной. Например, использование макулатурных сортов картона для упаковки минимизирует зеркальный эффект тиснения фольгой и значительно сокращает тиражестойкость штампа из-за абразивности материала.
Оформляя заказ, запросите график или регламент его прохождения в производстве. Рекомендуется оговорить предоставление подписных листов для максимального контроля процесса выполнения заказа: общего спуска макета, цветопробы, выкрасок смесевых красок, образцов воспроизведения текста, графики и конгрева при тиснении. Следует помнить, что замена оговоренных расходных материалов на «аналогичные» может привести не только к удорожанию тиража, но и к браку.
Для эффективного контроля качества нужно иметь представление об основных дефектах тиснения и их причинах.
При холодном тиснении фольгой ошибки наиболее часто обусловлены следующими причинами:
- низкое качество УФ-клея, не обеспечивающего удовлетворительный перенос фольги на поверхность материала;
- слишком высокая абсорбция УФ-клея запечатываемым материалом;
- при использовании катионного УФ-клея — ингибирующее влияние компонентов краски или запечатываемого материала (например, карбонатов и аминов), высокая (более 70%) влажность воздуха или нанесение клея на водорастворимые краски или лаки.
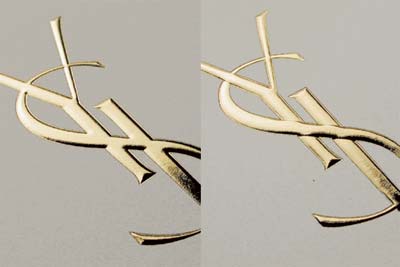
Тиснение фольгой с конгревом. Слева рельеф одноуровневый, справа — многоуровневый (H+M)
Чтобы оптимизировать условия холодного тиснения, рекомендуется предусмотреть предварительное покрытие поверхности материала праймером.
При горячем тиснении наиболее часто проявляются следующие дефекты:
- неполная укрывистость оттиска;
- нечеткое тиснение по краям;
- точечные пробелы;
- непропечатывание по краям оттисков;
- осыпание фольги.
Часто причиной некачественно выполненного тиснения является спешка. Результатом того, что при изготовлении продукции не выдерживаются необходимые технологические паузы, становится испорченная фольга.