
Микрогофрированный картон
Изготовление микрогофрокартона
Оборудование для печати на микрогофрокартоне
Перспективы использования микрогофрокартона для изготовления потребительской упаковки
В течение многих десятилетий существовало четкое разделение рынков тары из гофрированного картона и складных коробок.
Из запечатывавшегося флексографским способом гофрированного картона производилась транспортная тара, в то время как складные коробки — потребительская тара, которая изготавливалась
из упаковочного картона, запечатанного офсетом. В настоящее время ситуация изменилась: складные коробки для упаковки пищевых продуктов и напитков, автозапчастей и бытовой техники, стекла
и керамики все чаще делают из гофрированного картона с профилями N, G, E и F — так называемого микрогофрокартона.
Главные достоинства микрогофрокартона — низкая стоимость при высокой прочности и относительно малом весе. Благодаря малому шагу гофр микрогофрокартон отличается стабильной жесткостью, что позволяет запечатывать его как флексографским, так и офсетным способом. Таким образом, микрогофрокартон сочетает прочностные характеристики гофрированного картона и печатные свойства упаковочного картона.
Мелкогофрированный картон производится с одним и двумя слоями гофра. Наибольшее распространение получил трехслойный микрогофрокартон с одним слоем гофра. Пятислойный гофрокартон с двумя слоями гофра используется в основном для изготовления продукции большого формата, а также в случае повышенных требований к прочности упаковки.
Изготовление микрогофрокартона
Гофрированный картон изготавливается путем склейки гофрированного полотна и плоских покровных полотен (лайнера). Гофры формируются при прохождении плоского полотна через пару рифленых цилиндров. После этого гофрированное полотно кашируют вначале одним, а затем вторым покровным слоем. Заключительными операциями являются сушка, резка (продольная и поперечная) и стапелирование.

Для получения микрогофрокартона с хорошими печатными свойствами, то есть обладающего равномерной толщиной и жесткостью, необходимо использовать высококачественные сорта покровных и гофрированных бумаг с одинаковой, находящейся в пределах установленных норм влажностью и стабильными механическими характеристиками.
Конструкция клеевого аппарата гофроагрегата должна позволять выполнять точную регулировку количества наносимого клея и осуществлять контроль его вязкости. Предпочтительным является использование клеевых аппаратов камерракельного типа.
Прочность соединения слоев зависит от толщины клеевой пленки и силы прижима. Чем больше гофр на погонный метр содержит картон, тем больше должно наноситься клея. Так, в процессе изготовления гофрокартона с профилем E требуется в 34 раза больше клея, чем при изготовлении гофрированных картонов с профилями B и С, а для микрогофрокартонов с профилями F и N расход клея возрастает в 56 раз. Вместе с тем следует помнить, что малая величина канала гофров в микрогофрокартоне с профилями F и N затрудняет испарение содержащейся в клее влаги. Поэтому избыточное количество клея, слишком сильный предварительный нагрев полотен, а также слишком высокая температура сушки могут привести к короблению материала и образованию пузырей.
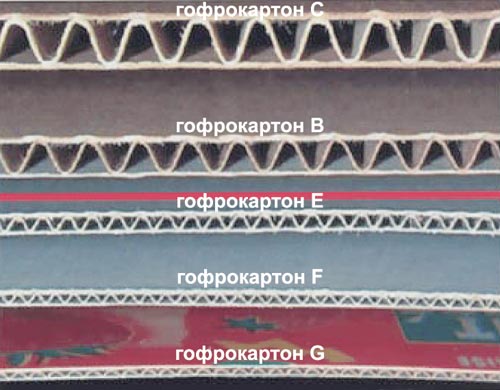
Что такое микрогофрГофрированный картон может иметь различный профиль гофра волнистого слоя: крупный гофр А; мелкий гофр В; средний гофр С и D. Эти профили чаще всего применяются для производства ящиков и коробок, основное требование к которым высокая прочность и жесткость. Существует и более высокий, по сравнению с профилем А, тип гофра — К, который используется в сочетании с другими профилями для производства особо прочной упаковки. Гофрокартон обладает достаточной плоскостной и торцовой жесткостью (при приложении сил вдоль направления гофров) и амортизационными свойствами (при приложении сил в направлении, перпендикулярном направлению гофров). Плоские слои гофрокартона удерживают положение волнистого слоя, работают на сжатие, растяжение и сопротивление продавливанию. Микрогофрокартон относится к категории гофрокартона нового поколения. Это гофрированный картон с профилями E, F и N с большими высотой и шагом, для которых используется картон меньшей массы. Большое количество гофров на погонный метр обеспечивает ровную поверхность и высокую жесткость. Поэтому из трехслойного микрогофрокартона изготавливается самая разнообразная потребительская упаковка. Сравнивая различные типы гофров (см. таблицу), становится очевидным, что микрогофрокартоны, обладая практически теми же физическими свойствами, что и гофрокартоны, гораздо лучше поддаются полиграфической обработке.
Профили гофрокартона
Характеристики профилей гофрокартона
|
Жесткость микрогофрокартона зависит от прочности покровных и гофрированного полотен, от качества склейки, а также от характеристик профиля гофр, в частности от числа волн на погонный метр, от высоты гофрированного слоя и от радиуса вершины волны гофра.
Высокие требования при изготовлении мелкогофрированного картона предъявляются к системе подачи и транспортировки полотен в гофроагрегате. В процессе транспортировки полотен необходимо поддерживать их стабильное натяжение, вместе с тем, чтобы уменьшить риск коробления, скорость их подачи должна быть достаточно высокой.
Ножи для резки полотна микрогофрокартона должны быть острыми и чистыми. После укладки листов на поддон стапель должен быть защищен от механических повреждений и воздействия окружающей среды.
Оборудование для печати на микрогофрокартоне
Офсетная печать на гофрированном картоне с профилями B и С технологически сложна, так как жесткость его поверхности в местах соединения с гофрированным слоем и в местах между гофрами существенно различается. В результате при высоком давлении фактически невозможно избежать эффекта «стиральной доски» – неравномерности оптической плотности изображения, особенно заметной на плашках. Поэтому для печати на гофрированном картоне традиционно используют две технологии:
- печать на готовом гофрированном картоне флексографским способом;
- предварительное запечатывание одного из покровных полотен с последующим кашированием гофрированной основы.
В первом случае на гофрированном картоне печатают с применением «мягких» флексографских форм, характеризующихся большой величиной растискивания. Вследствие этого невозможно воспроизведение высоколиниатурных растровых изображений и тонкой штриховой графики.
Во втором случае можно добиться высокого качества печати, однако при этом технологический процесс изготовления упаковки усложняется, требуется дополнительное оборудование — листовая кашировальная машина. В конечном счете это ведет к повышению стоимости упаковки из гофрированного картона.
Микрогофрокартон отличается от гофрированного картона с профилями B и С стабильной жесткостью поверхности и может успешно запечатываться на листовых офсетных машинах, а также флексографским способом с использованием «твердых» форм. При этом может достигаться качество изображений, сравнимое с качеством печати на упаковочном картоне.

Для офсетной печати на микрогофрокартоне следует использовать листовые машины с печатными и передаточными цилиндрами двойного диаметра, обеспечивающие проводку листа с минимальной деформацией изгиба. Самонаклад должен оснащаться модифицированными устройствами транспортировки и равнения листа, а захваты листопроводящих устройств печатной машины не должны деформировать микрогофрокартон в процессе транспортировки листа через технологические секции. Также рекомендуется применять специальные декельные материалы (офсетные полотна) с повышенной величиной эластической деформации.
Из-за большой толщины гофрокартона время выработки стапеля даже в машинах с высокостапельными самонакладами очень мало — обычно оно не превышает 78 минут. Поэтому для исключения простоев рекомендуется комплектовать офсетную машину устройствами замены стапелей самонаклада и приемки без остановки машины. Также экономически оправданным может быть оснащение типографии системой автоматической логистики стапелей, предусматривающей организацию автоматизированной транспортировки поддона со стопой запечатываемого материала к самонакладу машины, затем, после разгрузки, — пустого поддона к приемному устройству и, наконец, после загрузки — поддона со стопой оттисков на склад. Конфигурация системы автоматической логистики стапелей выбирается исходя из количества печатных машин, размещения оборудования в цехе, а также расположения складских помещений.

Перспективы использования микрогофрокартона для изготовления потребительской упаковки
По мере совершенствования технологии изготовления микрогофрокартона его применение в производстве потребительской упаковки будет расти. Пятислойный микрогофрированный картон имеет высокий потенциал для использования при изготовлении различной потребительской и транспортной упаковки, а также книжных переплетов, папок и т.п. Трехслойный микрогофрокартон будет продолжать наступать на позиции упаковочных картонов в области потребительской упаковки. Пока считается, что наилучшие краткосрочные перспективы роста имеет микрогофрокартон с профилями Е и F, что объясняется отработанной технологией его изготовления и возможностью запечатывания его в листовых офсетных машинах.
В 2005 году объем европейского рынка микрогофрокартона превышал 2400 млн м2, что составляло около 10% от общего объема потребления гофрированного картона в Европе. Сегодняшние темпы роста рынка микрогофрокартона оцениваются в 7% в год, а в течение ближайших 5 лет прогнозируется рост спроса на мелкий гофр — в среднем на 5,5% в год. В результате объем европейского рынка микрогофрокартона в ближайшие 5 лет увеличится на 650 млн м2. Ожидается, что примерно 60% этого прироста будет обусловлено вытеснением микрогофрокартоном обычного упаковочного картона, причем 40% из них — ростом использования микрогофрокартона для изготовления складных коробок.