
Сушка пучками электронов
Исследование параметров системы

Перспективной технологией закрепления лакокрасочных и клеевых покрытий, а также улучшения свойств полимеров является обработка пучками электронов.
Технология
Сушка облучением пучками электронов (Electron Beam, EB) основана на способности электронов инициировать изменение молекулярной структуры обрабатываемых материалов. Эти изменения могут заключаться в полимеризации жидкой композиции или в сшивании молекул твердого материала, которое улучшает его характеристики, прежде всего физическую и химическую стойкость. К достоинствам обработки пучками электронов относится их способность проникать в толщу материала, которая выгодно отличает электроны от световых фотонов и позволяет отверждать покрытия большой толщины и многослойные материалы. Инициализируемые электронами изменения структуры материала происходят практически мгновенно. Облученный электронами материал не нуждается в сушке, охлаждении и других дополнительных операциях и непосредственно после прохождения электронной пушки может подвергаться дальнейшей обработке.
Краски и адгезивы, предназначенные для обработки пучками электронов, не содержат растворителей и характеризуются стопроцентным «твердым остатком». Они также характеризуются полным отсутствием запаха после закрепления, что делает возможным их использование в производстве пищевой упаковки. На запечатанное полотно в режиме онлайн можно нанести закрепляемый электронными пучками лак, что придаст ему сходство с ламинированными материалами.
Оборудование
Устройство обработки пучками электронов включает следующие основные узлы (рис. 1):
- электронную пушку;
- систему проводки рулонного материала;
- систему управления.
Электронная пушка представляет собой вакуумную камеру с окном, закрытым металлической фольгой, в которую помещен генератор электронов (рис. 2). Необходимый для работы уровень вакуума составляет около 106 торр.

Рис. 1. Принципиальная схема устройства для обработки пучками электронов
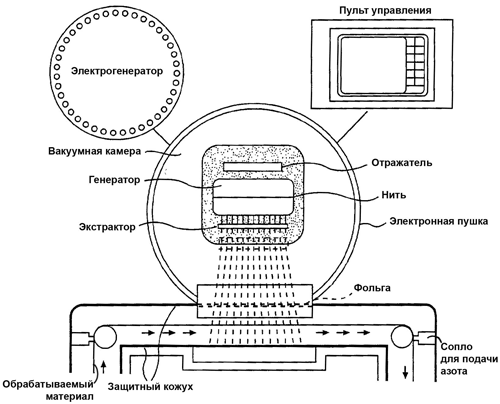
Рис. 2. Принципиальная схема электронной пушки
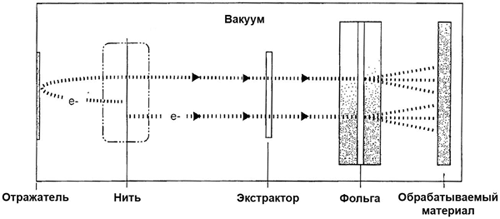
Рис. 3. Схема движения электронов
Генератор содержит вольфрамовые нити, отражатель и экстрактор. Нити располагаются в генераторе параллельно обрабатываемой поверхности. На них подается напряжение 80200 кВ, которое вызывает нагрев вольфрама и генерацию облака электронов. На пластину отражателя подается несколько меньшее напряжение, чем на нити, а на сетку экстрактора — большее. Разность потенциалов между пластиной отражателя и нитью составляет около 10 В, между нитью и сеткой экстрактора — от 0 до 300 В. Под действием электрических сил электроны отрываются от облака и выводятся из генератора (рис. 3). Количество выводимых электронов регулируется напряжением на сетке экстрактора. Благодаря разности потенциалов между сеткой экстрактора и металлической фольгой (обычно она имеет нулевой потенциал) выведенные из генератора электроны разгоняются до скорости около 150 тыс. км/с.
Фольга должна пропускать электроны, сохраняя вакуумную камеру герметично закрытой. Чем меньше толщина фольги, тем меньше кинетической энергии теряют электроны, проходя через нее. Однако фольга должна быть достаточно прочной, чтобы выдерживать нагрузки, обусловленные разницей давления между атмосферой и вакуумной камерой. В настоящее время в электронных пушках применяется фольга из титана толщиной около 10 мкм или алюминиевая фольга толщиной около 20 мкм.
После прохождения фольги электроны попадают на обрабатываемую поверхность, инициируя изменение ее молекулярной структуры. Ингибитором сшивки молекул является кислород, поэтому для повышения эффективности обработки пучками электронов его количество в зоне облучения следует минимизировать. Для этого используют обдув материала азотом. Кроме того, зона обработки должна иметь защитное ограждение, поглощающее электромагнитные излучения, например рентгеновские лучи, которые могут выделяться при воздействии электронов на обрабатываемый материал.
Система управления позволяет контролировать основные параметры системы: величину напряжения на элементах генератора, уровень вакуума и скорость движения обрабатываемого полотна. Требуемая интенсивность излучения определяется характеристиками и толщиной обрабатываемого материала, а также скоростью движения полотна.
Исследование параметров системы
Для оптимизации параметров обработки электронами компания Energy Sciences провела несколько серий опытов
Оценка влияния толщины фольги на глубину проникновения электронов в обрабатываемый материал
Целью первого теста было определение влияния толщины фольги на глубину проникновения электронов в обрабатываемый материал. Глубина проникновения электронов в обрабатываемый материал особенно важна при применении обработки пучками электронов для сушки клея, соединяющего слои ламината, когда электроны должны пройти через поверхностный материал и инициализировать полимеризацию адгезива. Вместе с тем нежелательно, чтобы воздействию электронов подвергался входящий в состав многих комбинированных материалов термосвариваемый слой, поскольку обработка пучками электронов ведет к повышению его температуры плавления и к выделению неприятного запаха.
При проведении тестов на генератор электронов подавалось напряжение 90 кВ. Использовалась фольга толщиной 5, 8 и 12,5 мкм.
Для оценки глубины проникновения электронов в обрабатываемый материал применялись индикаторы — полоски толщиной 910 мкм, изготовленные из нейлона плотностью 10 г/м2 и содержащие радиохромное красящее вещество. При облучении электромагнитным излучением бесцветное красящее вещество индикатора приобретает синий оттенок, причем его оптическая плотность пропорциональна полученной дозе излучения. Индикаторные полоски были соединены в стопки по десять полосок каждая и помещены на листы полиэфирной пленки, которые затем были наклеены на бумагу и обработаны пучками электронов в тестовой установке. Доза излучения в процессе обработки составила около 5 Мрад. После обработки электронами образцы в течение 5 мин выдерживались в термошкафу при температуре 60°С. Затем с помощью денситометра были измерены оптические плотности индикаторных полосок. Оптическая плотность верхней полоски в каждой стопке была принята за 100%. Результаты испытаний представлены на рис. 4.
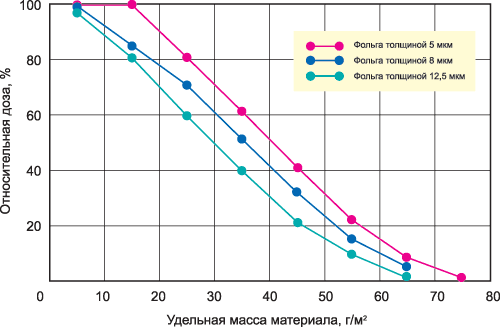
Рис. 4. Глубина проникновения электронов в обрабатываемый материал и удельная доза при различной толщине фольги
Тесты показали, что глубина проникновения электронов в материал обратно пропорциональна толщине фольги.
Оценка влияния напряжения на генераторе на глубину проникновения электронов в обрабатываемый материал
Напряжение, подаваемое на вольфрамовые нити генератора, вызывает нагрев вольфрама и генерацию облака электронов. Величина этого напряжения, с одной стороны, оказывает влияние на количество электронов в облаке, с другой — от нее зависит разность потенциалов между сеткой экстрактора и фольгой, которая определяет скорость электронов. Величина напряжения также пропорциональна степени нагрева фольги: при низких напряжениях скорость электронов невелика, поэтому значительная их часть поглощается фольгой, что ведет к сильному нагреву последней.
Методика тестов аналогична описанной выше с той разницей, что толщина фольги была постоянной, а подаваемое на генератор напряжение варьировалось от 70 до 125 кВт. Результаты эксперимента представлены на рис. 5. Из графиков видно, что напряжение менее 110 кВ обеспечивает глубину проникновения электронов, достаточную для отверждения клеев в двухслойных ламинатах.
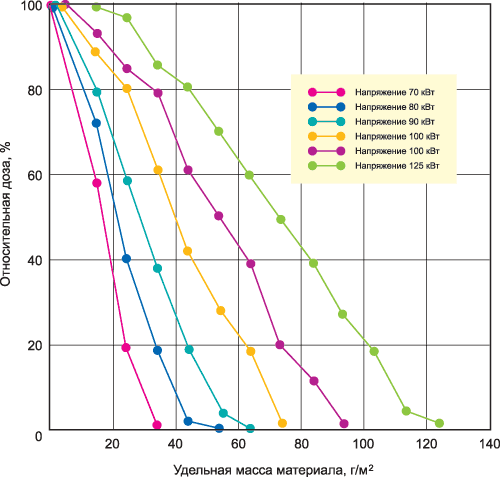
Рис. 5. Глубина проникновения электронов в обрабатываемый материал и удельная доза при различных значениях напряжения на генераторе
Оценка влияния толщины фольги и напряжения на генераторе на эффективную мощность излучения
В ходе тестов на генератор электронов подавалось напряжение от 50 до 150 кВ. Использовалась фольга толщиной 5, 8, 10 и 12,5 мкм. Доза излучения измерялась по индикаторным полоскам размером 2x2 см, наклеенным на листы полиэфирной пленки (по девять полосок на каждый лист), которые, в свою очередь, были закреплены на бумажном полотне. Ширина полотна – 45 см (1,5 фута). После обработки электронами образцы были в течение 5 мин выдержаны в термошкафу при температуре 60 °С.
В качестве оценки эффективной мощности излучения использовался показатель K , который рассчитывался по следующей формуле:
![]() ,
,
где D — доза (Мрад), V — скорость движения полотна (фут./мин), I — ток, обусловленный излучением (мА). Результаты эксперимента представлены на рис. 6.
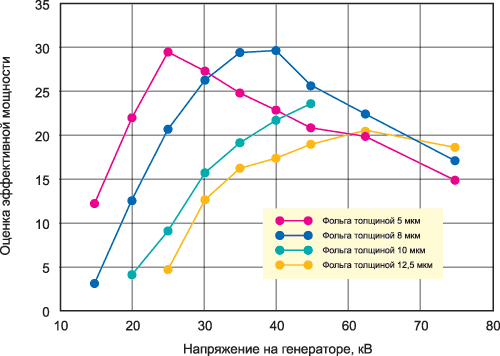
Рис. 6. Зависимость оценки эффективной мощности от напряжения на генераторе при различной толщине фольги
Эксперимент показал, что меньшая толщина фольги позволяет добиться максимума эффективной мощности при меньшем напряжении на генераторе. Следует отметить, что использование менее мощных компактных источников напряжения позволяет снизить цену электронной пушки и уменьшить ее габариты.
Перспективы использования обработки пучками электронов в полиграфии
Обработка пучками электронов может применяться для улучшения характеристик — прежде всего физической и химической стойкости — твердых полимерных материалов, для отверждения жидких композиций, например красок, лаков и клеев, а также для стерилизации упаковки.
Использование обработки пучками электронов позволит снизить стоимость комбинированных материалов за счет применения стойких лаков, которые в ряде случаев могут заменить каширование ориентированным полипропиленом.
Замена кашированных материалов лакированными с сушкой пучками электронов обеспечивает уменьшение затрат на материалы на 1020%. Кроме того, обработка пучками электронов по сравнению с кашированием имеет следующие достоинства:
- более высокая производительность процесса;
- меньшие затраты электроэнергии;
- экологическая чистота процесса (отверждаемые пучками электронов материалы не содержат растворителей).