
Увлажнение в офсетной печати
 Дурсун Валадов
valadov@pochta.ru
Дурсун Валадов
valadov@pochta.ru
Принцип системы увлажнения в офсетной печати
Требования к качеству нанесения увлажняющего раствора и конструкции систем увлажнения
Процессы, происходящие в зоне увлажнения
Параметры увлажняющего раствора
Управление параметрами увлажняющего раствора
Конструкции аппаратов увлажнения для офсетной печати постоянно совершенствуются. Каждая фирма — производитель печатных машин считает своим долгом если не изобрести, так по крайней мере модернизировать уже имеющиеся схемы построения аппаратов увлажнения.
В свою очередь, фирмы, изготавливающие расходную химию для полиграфии, всегда имеют в своем ассортименте концентраты увлажняющего раствора и различные добавки в него, которые также постоянно дорабатываются.
Ни одна система в офсетной печатной машине не заслуживает столько внимания, сколько системы увлажнения.
Принцип системы увлажнения в офсетной печати
Из курса общей полиграфии известно, что офсетная печать осуществляется с печатных форм, у которых печатные и пробельные элементы находятся на одном уровне, при помощи промежуточного элемента офсетного полотна. Печатная форма устроена таким образом, что печатные элементы остаются невосприимчивыми к воде, а пробельные элементы, наоборот, удерживают воду на своей поверхности. Функцию нанесения воды на печатную форму выполняет система увлажнения.
Система увлажнения в плоской офсетной печати — это система, обеспечивающая равномерное, стабильное нанесение увлажняющего раствора на печатную форму в процессе печати и позволяющая управлять балансом «краска/вода» в процессе печати.
Требования к качеству нанесения увлажняющего раствора и конструкции систем увлажнения
В процессе офсетной печати системы увлажнения должны обеспечить:
- равномерность нанесения пленки увлажнения на форму;
- стабильность пленки увлажнения на форме;
- управляемость пленки увлажнения на форме в процессе печатания.
Выше упоминалось, что каждый производитель печатных машин стремится разработать, запатентовать и установить свою конструкцию увлажняющего аппарата. Далее будут рассмотрены основные схемы построения существующих систем увлажнения, их преимущества и недостатки.
Система увлажнения Molleton
Одна из старейших систем увлажнения нашла применение в конструкции машин многих фирм. Эту систему отличает конструкторская простота исполнения, стабильность в пленкообразовании. К существенным минусам данной системы относится слабая управляемость пленки увлажнения на форме, высокая инертность данной системы при выходе на тираж (требуется много макулатуры, чтобы поймать баланс «краска/вода»), трудоемкость обслуживания.
Принцип работы данной системы заключается в том, что посредством валиков, зачехленных в тканевые чехлы, увлажняющий раствор подается на форму. Существует несколько конструкций данной системы, но объединяет их одно — наличие чехловых накатных валиков (рис. 1).
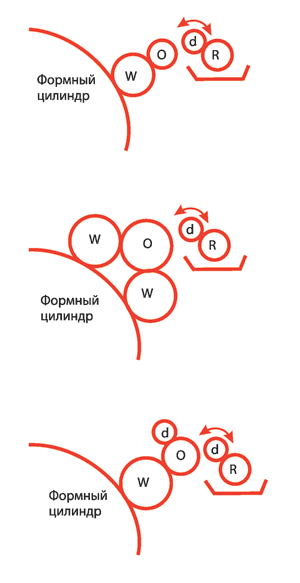
Рис. 1. Три варианта систем увлажнения Molleton. Валики: дукторный (R), дозирующий (d), накатной (W) и раскатной (О)
Система увлажнения Dahlgren
Увлажняющий аппарат косвенного действия состоит из трех валиков. Промежуточный и резиновый накатной валики являются общими для красочной и увлажняющих систем. Количество подаваемого увлажняющего раствора регулируется изменением скорости вращения дукторного и промежуточного валиков, которые имеют независимый привод. Недостатки этой системы:
- малое количество валов приводит к значительной неравномерности подачи по ширине печатной зоны;
- отсутствие режима предварительного смачивания формы, вследствие чего при включении машины печатная форма сразу же закатывается краской и для предотвращения этого перед включением приходится вручную смачивать форму (рис. 2).
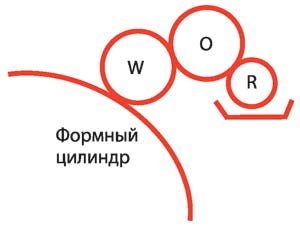
Рис. 2. Система увлажнения Dahlgren. Валики: дукторный (R), накатной (W) и раскатной (О)
Система Aquamagic
В этой системе спиртового увлажнения, в отличие от предыдущей схемы, используются четыре валика и прерывистая подача раствора. Все валики, кроме дукторного, вращаются со скоростью хода машины, а один из них совершает перемещения вдоль оси, за счет чего выравнивается подача раствора по ширине. Подача увлажняющего раствора варьируется путем изменения скорости вращения дукторного вала. Временно прекратить подачу увлажнения можно, зафиксировав передаточный валик (рис. 3).
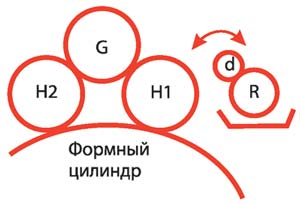
Рис. 3. Система увлажнения Aquamagic. Валики: дукторный (R), дозирующий (d), грузовой (G), накатные (Н1, Н2)
Система Crestline
Crestline — это система пленочного увлажнения прямого действия. В ней увлажняющие валики не касаются валиков красочного аппарата, за счет чего можно подавать воду или краску независимо друг от друга. Отличительной особенностью этой системы является ее саморегулируемость. Так, при резком увеличении подачи краски автоматически увеличивается подача увлажняющего раствора, что предотвращает закатывание пробельных элементов на форме. В результате освобождается время печатника, который может сконцентрировать свое внимание на более важных операциях. При необходимости остается возможность регулирования подачи воды вручную, за счет изменения зазоров между валиками (рис. 4).
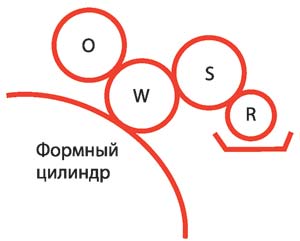
Рис. 4. Система увлажнения Crestline. Валики:дукторный (R), дозирующий (S), накатной (W) и раскатной (О)
Процессы, происходящие в зоне увлажнения
Ранее отмечалось, что печатная форма состоит из двух элементов: пробельных и печатных. Пробельный элемент является гидрофильным, то есть водовосприимчивым, а печатный элемент — гидрофобным, то есть водоотталкивающим. Для обеспечения процесса печати мы сначала должны смочить форму водой, чтобы она покрыла ровной пленкой пробельные элементы, тем самым предохранив их от закатывания краской. Но благодаря поверхностному натяжению вода на форме имеет вид сферических капель, и, чтобы получить поверхность, приближенную к пленке, в воду добавляют различные добавки, например изопропиловый спирт или его заменители, для снижения поверхностного натяжения воды (рис. 5).
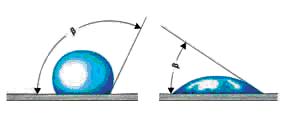
Рис. 5. Влияние поверхностного натяжения на форму капли воды
Увлажняющий раствор и краска имеют различное поверхностное натяжение, а на границе между ними действует еще одна сила, которая стремится сократить до минимума поверхность соприкосновения, — поверхностное натяжение на границе раздела. И все-таки на практике эта граница обозначена нечетко, а печатная краска и увлажняющий раствор никогда не разделяются полностью.
В процессе печатания увлажняющая жидкость попадает в красочный аппарат машины и смешивается с краской. При этом образуется эмульсия: мелкодисперсные капельки одной жидкости плавают во взвешенном состоянии в другой. Когда количество воды в эмульсии не превышает 20-25%, увлажняющий раствор распределяется в печатной краске равномерно в виде очень мелких капель. Это стабильная эмульсия — оптимальный вариант для печати. Если воды становится больше, чем нужно, получается нестабильная, «опрокинутая» эмульсия — краска плавает в воде крупными каплями разного размера и формы. Во избежание этого нужно постоянно контролировать баланс «краска/вода». Что нужно учитывать для поддержания баланса? В расчет берется абсолютно все: громадное значение имеют свойства исходной воды, качество полученного увлажняющего раствора, тип и состояние увлажняющего аппарата, конкретная печатная краска, форма, резина, бумага.
Итак, правильный по составу увлажняющий раствор не панацея, он не избавит от всех неприятностей, которых все равно не избежать в работе (слишком сложной динамической системой является печатная машина). Но без него о качестве печати вообще не может быть и речи. Увлажняющий раствор — это исправленная и дополненная вода, которая наилучшим образом обеспечивает увлажнение в процессе офсетной печати.
Важно не переборщить с количеством изопропанола, иначе краска начинает активно воспринимать увлажняющий раствор и эмульгировать, а на оттисках появляется тенение (точки краски на свободных участках). Однако при соблюдении пропорции подачу воды можно сократить до минимума, и увлажняющая пленка получится самой тонкой. Изопропиловый спирт (ИПС) ценится также за то, что повышает вязкость раствора, который в этом случае лучше подается валиком
увлажняющего устройства к форме. Но современные увлажняющие растворы в ряде случаев позволяют отказаться от применения изопропилового спирта, обеспечивая все его преимущества. В неспиртовых системах увлажнения используются заменители ИПС, избавленные от таких недостатков спирта, как растворение краски, при котором уменьшается плотность цвета, вымывание пластификаторов из резиновых валиков и офсетного полотна, испарение в окружающую среду и пожароопасность.
Параметры увлажняющего раствора
Вода воде рознь — лишь у дистиллированной воды нет ни запаха, ни вкуса, ни цвета, а у природной и тем более водопроводной обычно есть и то, и другое, и третье. Однако полиграфистов интересуют физико-химические показатели воды, такие как жесткость, кислотность и электропроводность.
Жесткость измеряется обычно в немецких градусах и обозначается dH или dKH. Величина dH измеряет постоянную жесткость, которая сохраняется и после кипячения, в отличие от временной dKH — карбонатной жесткости (рис. 6).
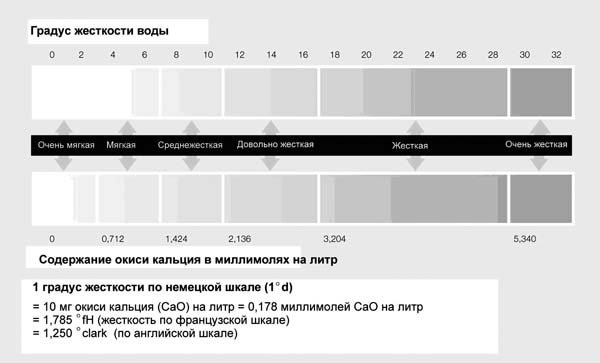
Рис. 6. Таблица жесткости
На офсетный процесс жесткость воды оказывает очень серьезное влияние, если вода содержит много извести и других растворенных в ней грунтовых щелочей, солей кальция и магния. Эти вещества вступают в нежелательные реакции с жирными кислотами печатных красок и образуют мыльные соединения, которые имеют свойство выпадать в осадок на форме, красочном и увлажняющем валике, что при печати ведет к тенению. На валиках, офсетном полотне и печатной форме появляется совершенно излишний известковый налет.
Оптимальная жесткость воды для нормальной работы не должна превышать 15°dH и быть не ниже, чем 5°dH. При мягкой воде увлажняющий раствор вымывает соли из бумаги и способствует эмульгированию краски, которая берет воды больше и, как результат, хуже закрепляется на оттиске. Жесткость можно скорректировать до нужной величины путем смягчения, деминерализации или, напротив, минерализации воды. Обычно в жесткую воду добавляют концентраты, содержащие комплексообразователи (вещества, препятствующие выпадению кристаллов). Так, для восстановления жесткости деминерализованной воды в системе обратного осмоса (рис. 7) или очень «мягкой» воды применяется средство Aquadura RO, Huber GmbH (рис. 8).
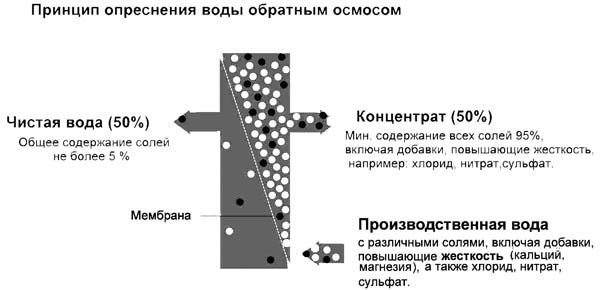
Рис. 7. Система обратного осмоса

Рис. 8. Канистра с Aquadura RO
Другой параметр, который следует отслеживать, — это показатель кислотности pH. Дело в том, что даже чистейшая вода состоит не только из молекул, в которых на два атома водорода приходится один атом кислорода (согласно формуле Н 2О). В воде есть еще ионы водорода и гидроксилов. Это электрически заряженные частицы: атом водорода (Н) заряжен положительно, а ионы гидроксила (ОН) — отрицательно. Когда они находятся в равновесии, вода рН-нейтральна. Водородный показатель pH получил свое название от латинских слов «potentia Hydrogeni» (активность водорода), хотя в литературе встречается и ссылка на английское словосочетание «power of hydrogen», что, впрочем, почти не искажает смысла. Число pH обозначает концентрацию ионов в растворе: показатель ниже 7 указывает на преобладание ионов водорода (кислый раствор), выше 7 — ионов гидроксилов (щелочной раствор). Счастливое число 7 характеризует нейтральное равновесие. Согласно международной шкале, кислотность от 0 до 7 убывает, а щелочность от 7 до 14 растет. Причем разница между двумя смежными значениями 10-кратная. Например, кислотность pH 5 в 10 раз выше, чем pH 6 (рис. 9).
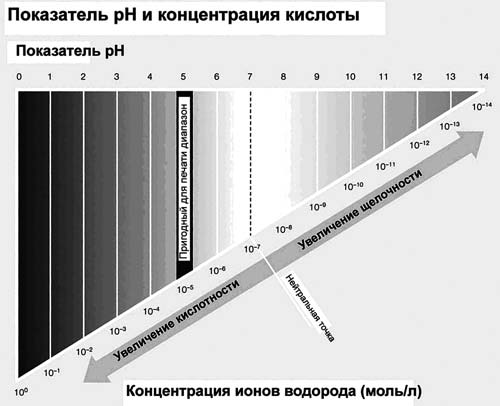
Рис. 9. Показатель pH
Доказано, что для офсетной печати лучше всего подходит вода с показателем pH от 4 до 6. Обычно исследование воды проводится простым набором лакмусовых бумажек, которые окунаются в увлажняющий раствор и сравниваются по цветовой шкале, но существуют и более точные электронные приборы, позволяющие выполнять подобные измерения. В типографиях контроль pH требуется проводить каждый день, а желательно и чаще — после каждого добавления увлажняющего раствора, хотя неизменным показатель pH все равно не бывает: он меняется уже в процессе печатания под воздействием разнообразных поверхностей, с которыми в печатной машине соприкасается увлажняющий раствор, например с поверхностью бумаги. Сама целлюлоза показатель pH не меняет, чего не скажешь о других веществах, которые входят в состав бумаги, особенно в состав ее покровного слоя. Наполнители и клеи способны нарушить баланс в сторону кислотности или щелочности. Поэтому проводятся специальные проверки при помощи индикаторной жидкости, которая наносится на поверхность бумаги и меняет ее цвет, показывая значение pH. Хорошо, если этот параметр окажется в рамках от 5 до 9. Иногда именно pH бумаги является причиной загадочных изменений pH увлажняющей жидкости. Вот почему при закупке бумаги нелишне убедиться в нейтральной реакции pH и высокой прочности поверхности на выщипывание. Бумажная пыль так или иначе попадает в увлажняющий раствор, но чем ее меньше, тем меньше меняется pH и тем чище оказывается резервуар для смачивающей жидкости. Взаимоотношения у воды с бумагой весьма непростые и по другой причине: целлюлоза гигроскопична (от греч. hygros — влажный). Впитывая воду, волокна целлюлозы разбухают и вытягиваются, причем в продольном направлении не так, как в поперечном. Полиграфисты знают, что долевая бумага с правильным направлением отлива деформируется гораздо меньше. Разбухание бумаги часто ведет к браку — непригодности для печати. Это серьезная проблема, особенно для газетных агрегатов. Так что чем меньше увлажняющего раствора попадет на запечатываемый материал, тем лучше.
Третий параметр воды — это электропроводность, которая, впрочем, тесно связана с жесткостью (dH) и кислотностью (pH). Электропроводность водопроводной воды существенно ниже, чем у готового увлажняющего раствора (300-500 µS (микросименсов) против 800-1500µS (мкСм)).
Управление параметрами увлажняющего раствора
Понятно, что на величину pH можно влиять добавками кислоты, но они сравнительно быстро нейтрализуются карбонатами с выделением способствующей коррозии углекислоты. Как же снизить вредное влияние кислых и щелочных веществ, попадающих в увлажняющий раствор из бумаги, картона, фольги, краски? Для этого разработаны специальные буферные добавки (обычно это 2-3%). Они сглаживают колебания уровня pH в процессе печатания тиража, поскольку это системы, которые имеют одновременно и щелочную, и кислую буферную емкость.
В настоящее время разработаны концентраты увлажняющего раствора, которые уже сбалансированы по всем трем параметрам и готовы к употреблению. В нашу страну поставляются концентраты увлажняющего раствора под различные системы увлажнения для жесткой и нормальной воды Hydrolith производства Huber GmbH (рис. 10). Как ранее было замечено, поставляется также добавка для восстановления «рабочих» свойств деминерализованной (дистиллированной) и «мягкой» воды Aquadura RO, Huber GmbH.

Рис. 10. Канистра с Hydrolith
Казалось бы, резине вода не страшна. Но офсетные полотна состоят не только из резины. К тому же они могут переносить воду с печатной формы на бумагу, что в нашем случае совершенно ни к чему. Только полотна с высокой степенью гидрофобности почти не перемещают воду, и бумага меньше растягивается в процессе печати. Оптимальны такие резины, которые мало сцепляются с бумагой (нет выщипывания) и не накапливают электростатический заряд (не притягивается бумажная пыль, загрязняющая увлажняющий раствор). Естественно, офсетные полотна должны быть устойчивы ко всем компонентам увлажняющего раствора. Большое значение имеет также боковая уплотненность, которая не дает влаге просочиться в резинотканевое покрытие с боков и тем самым предотвращает его набухание, например полотна словенского производителя SAVATECH (рис. 11).
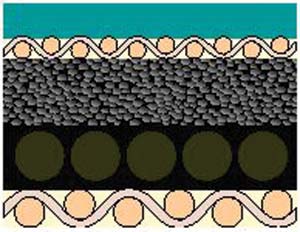
Рис. 11. Офсетное резинотканевое полотно SAVATECH в разрезе
Офсетные печатные формы, как и другие металлические поверхности, подвержены коррозии, и потому совсем нелишне вводить в состав увлажняющего раствора специальные антикоррозионные вещества. К примеру, алюминию вредны растворенные в воде соли магния и кальция, но добавка в увлажняющую жидкость фосфорной кислоты предотвращает коррозию. Благодаря особым добавкам к увлажняющему раствору поверхность формы быстро освобождается и поддерживается в открытом состоянии, устраняются тоновые вуали, водопроводящие элементы формы смачиваются равномернее, а печатные не повреждаются.
Добавки избавляют от коррозии и важнейшие узлы машины, способствуют очищению раскатного цилиндра, поддерживают в свежем состоянии резиновое полотно и поверхность валиков, на которых не возникает оголения.
Качественные добавки Hydrolith производства Huber GmbH способствуют поддержанию стабильной эмульсии и быстрому достижению баланса «краска/вода». Достаточное натяжение поверхности на границе раздела позволяет получить отчетливую растровую точку и оставить без изменения скорость высыхания и реологические свойства краски (рис. 12).
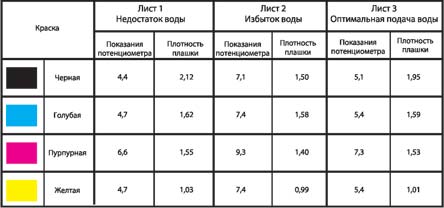
Рис. 12. Влияние увлажняющего раствора на плотность красочного оттиска
Есть еще одна группа добавок в увлажняющий раствор — бактерицидные «санитарные» добавки, которые предотвращают образование водорослей, дрожжей и грибков, способных засорять («заиливать») систему циркуляции увлажняющего раствора. В результате уменьшается просвет трубопроводов, забиваются сопла в разбрызгивателях, быстро загрязняются фильтры, появляются отложения на валиках и печатной форме. Как говорится, «всюду жизнь»: даже такой неаппетитный бульон, как увлажняющий раствор, является отличной питательной средой для микроорганизмов, поскольку в нем содержатся частички краски, бумажная пыль, гуммиарабик и соли. Для санитарных целей используется концентрированное средство ANTIZID, Huber GmbH.
Но даже бактерицидные вещества не спасают процесс офсетной печати, и в цехе появляется характерный неприятный запах, если не производится регулярная прочистка и промывка системы увлажнения (несколько раз в год) с помощью, например, концентрированного раствора для очистки систем увлажнения DSC Cleaner, Huber GmbH (рис. 13).

Рис. 13. Продукты компании Huber GmbH для увлажняющих систем