
Изготовление штампов и контрштампов для тиснения фольгой и конгрева
Обзор для технологов полиграфического производства
Применяемые материалы и их характеристики
Рекомендации для полиграфистов
В статье дан обзор как наиболее популярных, так и некоторых нестандартных материалов и технологий изготовления штампов и контрштампов для тиснения фольгой и конгрева, сформулированы рекомендации по их выбору в зависимости от конкретной ситуации, обобщена современная терминология в данной области.
Одними из эффективных способов отделки полиграфической продукции являются конгревное тиснение и тиснение фольгой. Данные способы отделки применяются для изготовления большого количества поздравительных открыток, визиток, папок, картонных коробок и т.д.
Немного теории
В полиграфическом производстве тиснением называют механический процесс получения изображения путем образования остаточных деформаций материала. Процесс тиснения может совмещаться с нанесением цветных покрытий (тиснение фольгой) на отдельные участки изображения. Конгревным называют тиснение, при котором изображение получается рельефным и возвышающимся над общим уровнем поверхности материала. В случае если все рельефные элементы располагаются на одном уровне, конгревное тиснение называют одноуровневым. Тиснение или конгрев нагретым до определенной температуры штампом или контрштампом называют горячим, а если штамп и контрштамп для конгрева или штамп для тиснения фольгой имеет температуру окружающей среды, то тиснение называют холодным.
В последние годы полиграфисты применяют довольно много разнообразных терминов для описания инструментов, с помощью которых выполняется тиснение фольгой и конгревное тиснение (клише, контрклише, матрицы, патрицы, ответные части, штампы, контрштампы и т.д.), хотя речь идет об одном и том же. Следует отметить, что существует ОСТ 29.41-96 [1], в котором упоминается о штампах и контрштампах, с помощью которых выполняется конгревное тиснение, и о штампах для тиснения фольгой. Эти же термины рекомендованы и составителями изданного не так давно словаря [2], они же упоминаются и в диссертации В.И. Смирнова, посвященной конгревному тиснению [3]. Наши зарубежные коллеги [4] также используют термин die, что в наиболее общем варианте переводится как штамп.
Поэтому можно сделать вывод, что термины «штамп» и «контрштамп» являются наиболее правильными, и именно их следует применять.
Оба упомянутых выше способа тиснения могут выполняться на тигельных (рабочие органы машины — две плоские поверхности), плоскопечатных (рабочие органы — цилиндр и плоская поверхность) и ротационных (рабочие органы — два цилиндра) машинах [2]. Для работы на первых двух типах машин традиционно применяются плоские штампы, о которых и пойдет речь в данной статье.
Применяемые материалы и их характеристики
Для изготовления штампов в настоящее время применяются:
- магний — металл невысокой твердости серебристого цвета. Магниевые штампы — это относительно дешевые изделия. Их тиражестойкость невелика, при плоском тиснении фольгой по бумаге она не превышает 100 тыс. оттисков. Магний одинаково хорошо обрабатывается как травлением (рис. 1), так и гравированием;
- медь — очень твердый металл розово-красного цвета. Стоимость медных штампов гораздо выше, чем магниевых, но и тиражестойкость на порядок больше (сотни тысяч оттисков). Медь с трудом поддается гравированию, поэтому в основном обрабатывается травлением — обычно травится на глубину не более 1 мм, поэтому для углубления рельефа требуется дополнительное гравирование по краям изображения — рис. 2 [5];
- латунь — сплав меди с цинком, часто с небольшими добавками других элементов. Имеет желтый цвет, напоминающий золото. Как правило, обрабатывается гравированием. Благодаря легкости механической обработки латунь может применяться при изготовлении штампов для многоуровневого конгревного тиснения. Тиражестойкость латунных штампов — сотни тысяч оттисков (рис. 3). Из-за трудоемкости изготовления латунные штампы стоят дороже медных и магниевых [5]. Для повышения тиражестойкости латунных штампов иногда используют никелирование;
- сталь — твердый серебристо-белый металл, представляющий собой сплав железа (основа) с углеродом (до 1,7%) и другими примесями. Стальные штампы в современной полиграфии применяются крайне редко. Их обычно изготавливают гравированием, иногда предварительно протравив (для экономии времени). Гравирование стали производится только на станках с мощным шпинделем и требует много времени. Используют такие штампы при тиснении очень больших тиражей (от миллиона оттисков), поскольку стоят они очень дорого [6];
- полимеры — являются наиболее дешевым видом материала по сравнению со всеми прочими. Имеют различный химический состав, цвет, физико-механические свойства. Для изготовления штампов применяются такие полимерные материалы, как поликарбонат, гетинакс, различные виды фотополимеров и т.д. Некоторые из полимерных штампов прозрачны (см. рис. 4 и 5). Изготавливаются полимерные штампы фотополимеризацией (см. рис. 4), гравированием (см. рис. 5), реже — способом горячего прессования. При этом их тиражестойкость доходит до сотен тысяч оттисков.
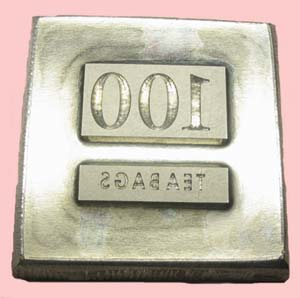
Рис. 1. Магниевый штамп для горячего тиснения фольгой, изготовленный травлением
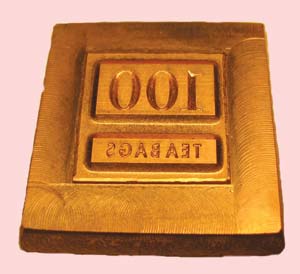
Рис. 2. Медный штамп для горячего тиснения фольгой, изготовленный травлением с дополнительным гравированием по краям

Рис. 3. Латунный штамп для горячего конгревного тиснения фольгой, изготовленный гравированием

Рис. 4. Фотополимерный штамп для одноуровневого холодного конгревного тиснения, изготовленный фотополимеризацией

Рис. 5. Штамп из поликарбоната для одноуровневого холодного конгревного тиснения, изготовленный гравированием
Как изготавливают штампы
Кроме применяемого материала, существенное влияние на качество штампов оказывает способ изготовления. В настоящее время существует три основных способа.
Травление — один из наиболее распространенных способов изготовления штампов. Материалом для будущих штампов служат металлы (медь, магний). Главным достоинством травления является высокая скорость производства, поскольку травится одновременно все изображение. Это и определяет более низкую стоимость травленых штампов по сравнению, например, с гравированными. Глубина элементов тиснения, угол наклона стенок и другие параметры зависят от времени травления, скорости работы машины и т.д. Иногда после травления требуется ручная доработка гравированием. К недостаткам данного способа прежде всего следует отнести экологическую вредность. С технологической точки зрения следует отметить, что травление — вероятностный процесс, зависящий от многих факторов (концентрации раствора, скорости работы машины, расположения пластин внутри машины, времени травления и т.д.). Поэтому параметры полученных штампов могут отличаться от значений, требуемых в техническом задании. Кроме того, даже в пределах одной большой партии порой трудно обеспечить высокую повторяемость штампов. Данным способом не изготавливают штампы для многоуровневого конгрева и для конгревного тиснения фольгой, что также налагает ограничения на его применение. В настоящее время травленые штампы постепенно уступают место гравированным.
Гравирование — механическая обработка заготовки (латунной, магниевой, полимерной и т.д.) с помощью фрезерно-гравировальных станков, управляемых компьютером. В редких случаях гравирование производят вручную. Кстати, ручная гравировка металлических пластин — один из старейших методов изготовления штампов [6]. Фрезерно-гравировальные станки в большинстве случаев заменили ручной труд граверов, обеспечив при этом несравнимо большую точность изготовления, скорость работы и повторяемость изделий. К преимуществам данного способа прежде всего относится экологическая чистота. Все остальные методы требуют специально оборудованных помещений, систем очистки, поскольку при работе выделяются различные газообразные и жидкие вещества [7]. Кроме того, гравированием можно обрабатывать очень широкий спектр материалов (магний, латунь, сталь, полимеры и т.д.), можно гравировать штампы как для одноуровневого, так и для многоуровневого конгревного тиснения, делать различные варианты углов наклона стенок. Одним из немногих недостатков данного способа является длительное время изготовления и высокая стоимость штампов, поскольку не происходит одновременной обработки всего изображения — фреза последовательно проходит длинный путь для получения готового изделия.
Фотополимеризация — изменение физико-химических свойств жидких и твердых фотополимеризующихся материалов под воздействием света, лазерного или другого излучения [2]. Обычно, кроме штампов, данным способом изготавливают флексографские печатные формы и формы высокой печати. Материалом для будущего штампа является фотополимерная формная пластина. Достоинства данного способа — дешевизна готовых изделий, высокая скорость изготовления, гораздо более низкая по сравнению с травлением экологическая вредность отходов производства. Но, к сожалению, некоторые фотополимерные штампы обладают рядом недостатков: со временем высыхают и коробятся, фотополимерным способом можно изготовить только штампы для блинтового и одноуровневого конгревного тиснения. С помощью полимерных штампов тиснят в основном холодным способом.
Для того чтобы выполнить блинтовое тиснение или тиснение фольгой, требуется только один инструмент — штамп, похожий на форму высокой печати (тиснящие элементы находятся выше пробельных). Для того чтобы выполнить конгревное тиснение или конгревное тиснение фольгой, требуется прессовая пара штамп — контрштамп. При этом штампом в данном случае является профилированная пластина, рабочие элементы которой углублены. Контрштамп — выпуклая зеркальная копия штампа.
Виды контрштампов
Контрштампы производятся c применением различных материалов и способов изготовления.
Контрштампы из жидких полимерных компаундов (как правило, на основе эпоксидных смол) изготавливаются следующим образом. В полости металлического штампа заливается жидкий полимерный компаунд и покрывается подложкой, как правило, представляющей собой тонкий лист стеклотекстолита. Далее вся эта конструкция помещается в специальный небольшой нагревательный пресс, где под действием температуры происходит отверждение компаунда. После этого конструкция вынимается из пресса, готовый контрштамп (рис. 6) отделяется от штампа. Такие контрштампы могут с успехом применяться для холодного и горячего много- и одноуровневого конгревного тиснения и конгревного тиснения фольгой, обладают тиражестойкостью в сотни тысяч оттисков.

Рис. 6. Контрштамп из полимерного компаунда на стеклотекстолитовой подложке
Следует отметить, что описанный выше контрштамп производится при помощи специально изготовленного дополнительного штампа-кондуктора. То есть жидкий полимерный компаунд заливается не в полости основного штампа, который потом будет применяться для конгревного тиснения, а в полости штампа-кондуктора, который нужен только для того, чтобы изготовить контрштамп.
Заготовкой для будущего металлического контрштампа служит магниевая или латунная пластина, которая затем, как правило, обрабатывается гравированием (рис. 7).

Рис. 7. Гравированный магниевый контрштамп
Тиражестойкость зависит от применяемого металла или сплава. Такие контрштампы производятся для конгревного тиснения больших тиражей полиграфической продукции, имеют высокую стоимость и длительный срок изготовления.
Заготовками для контрштампов из твердых полимеров служат листы монолитного поликарбоната или другого полимера, которые обрабатывают гравированием. Тиражестойкость таких контрштампов доходит до сотен тысяч оттисков. Их стоимость ниже, чем гравированных металлических контрштампов, за счет того, что гравирование полимеров происходит быстрее и сам материал стоит дешевле.
Так же как и в случае с фотополимерными штампами, материалом для будущего контрштампа из твердых фотополимеров является фотополимерная формная пластина. Таким контрштампам (рис. 8) присущи все достоинства и недостатки описанных выше фотополимерных штампов. Кроме того, они обладают еще одним крупным недостатком, который существенно ограничивает их применение: при использовании прессовой пары с фотополимерным контрштампом размер элементов тиснения (толщина линий) не может быть менее 0,8-1 мм, что связано с некоторыми особенностями данной технологии.

Рис. 8. Фотополимерный контрштамп
Для изготовления контрштампа в тиражном прессе применяются материалы, например, семейства PR ДGO. Не останавливаясь на свойствах данных материалов (они достаточно подробно описаны в литературе), следует отметить, что они хорошо подходят для конгревного тиснения и конгревного тиснения фольгой бумаги. По отзывам специалистов, для тонких картонов и прочих материалов их применение нецелесообразно.
При изготовлении контрштампов, как правило, учитывается толщина бумаги или картона. Кроме того, при изготовлении штампа и контрштампа для горячего конгревного тиснения и горячего конгревного тиснения фольгой следует учитывать влияние температурного фактора, чтобы при разогреве штампа в машине для тиснения его геометрические размеры согласовывались с размером контрштампа.
Рекомендации для полиграфистов
Подводя итог обзора, можно сформулировать следующие рекомендации по выбору материалов и способов изготовления штампов и контрштампов для работы на тигельных и плоскопечатных машинах.
Для горячего тиснения фольгой (плоского) небольших тиражей подойдут травленые магниевые штампы. В случае если заказ имеет достаточно большой тираж (более 40 тыс. оттисков) или если заказ имеет небольшую тиражность, но будет периодически повторяться, то следует остановить свой выбор на травленых медных штампах. Следует отметить, что риск испортить в процессе приладки магниевый штамп гораздо выше, чем медный, поскольку твердость данного металла невелика, что тоже может служить причиной для выбора штампа из травленой меди. В последнее время наметилась тенденция к повышению стоимости медных штампов и увеличению сроков их изготовления, поэтому, возможно, в скором будущем гравированные латунные штампы займут нишу, которая раньше принадлежала травленым медным штампам.
Для горячего многоуровневого конгревного тиснения и для горячего конгревного тиснения фольгой небольших тиражей подходят гравированные магниевые штампы, для больших или периодически повторяющихся тиражей в большинстве случаев применяют гравированные латунные штампы. В качестве второго элемента прессовой пары используются, как правило, контрштампы из жидких полимерных компаундов, реже — металлические контрштампы и гравированные контрштампы из твердых полимеров. Для бумаги и других тонких материалов в качестве контрштампов применяются также PR ДGO PLAST и PR ДGO PASTE. Какой именно контрштамп выбрать, следует определять, исходя из тиража, толщины и других физико-механических свойств обрабатываемого материала (бумаги, картона), конструкции машины для тиснения.
Для горячего одноуровневого конгревного тиснения возможно применение травленых магниевых и медных штампов. В случае если требуется высокая повторяемость (одинаковость) штампов, определенный угол наклона стенок штампа и его глубина для уменьшения вероятности разрывов бумаги или картона, то следует отдать предпочтение гравированию магния или латуни. Полимерные штампы используются для горячего тиснения довольно редко, поскольку под воздействием высокой температуры и большого давления выше вероятность их деформации и разрушения.
Одноуровневое холодное конгревное тиснение достаточно крупных элементов (например, линий толще 0,8 мм) может выполняться с помощью фотополимерных прессовых пар. Для более тонких работ следует применять гравированные штампы из твердых полимеров и контрштампы, выполненные из жидких полимерных компаундов. Гравированные контрштампы из твердых полимеров тоже подойдут, но их стоимость может оказаться довольно высокой.
Многоуровневое холодное конгревное тиснение в настоящее время производится не так часто, поскольку получить высокий многоуровневый или одноуровневый рельеф в отсутствие температурного фактора не так просто, ведь релаксационные процессы в бумаге или картоне замедлены, а работа ведется в диапазоне нагрузок, близком к пределу прочности материала. Кроме того, требуется применение высококачественных гравированных штампов. Материалами для их изготовления служат магний, латунь, твердые полимеры (поликарбонат, гетинакс и т.д.). Следует отметить, что по своим деформационно-прочностным характеристикам полимерные штампы близки к латунным, при этом их стоимость гораздо ниже. Несмотря на это, найти организацию, которая производит полимерные штампы для конгревного тиснения, далеко не просто, поскольку большинство фирм традиционно производят штампы из металлов и сплавов, которые подходят как для горячего, так и для холодного конгрева. Для холодного конгревного тиснения выпускается мало специализированных штампов, хотя их стоимость может быть существенно ниже традиционных металлических.
Холодное конгревное тиснение иногда выполняется на картонных коробках, открытках и прочих изделиях одновременно с вырубкой. Для этого штамп для конгрева размещают прямо на фанерном основании вырубного штампа. Контрштамп располагается на ответной плите, там же находятся и биговальные каналы.
Производители штампов
Травленые металлические штампы, а также гравированные металлические и полимерные штампы с различными контрштампами производят ООО «ГравиАрт Технология» (Москва) и ООО «ГравиАрт Северо-Запад» (Санкт-Петербург). Оснастку для одновременного выполнения вырубки и холодного конгревного тиснения выпускают ООО «РАСТР-технология» (Москва) и ООО «Лазерпак» (Москва).
Использованные источники:
1. ОСТ 29.41-96. Технология полиграфических процессов. Термины и определения; Введ. 01.07.1996. С. 15.
2. Каган Б., Стефанов С. Словарь полиграфических терминов. М.: РепроЦЕНТР М, 2005. С. 167, 323, 441, 381, 481.
3. Смирнов В.И. Исследование процесса конгревного тиснения печатной продукции: Дис. …канд. техн. наук. М., 1969. С. 8.
4. The Foil Stamping & Embossing Association [Электр. ресурс]. Режим доступа: http://www.fsea.com/
5. Захаркин А. О горячем тиснении // Полиграфия. 1999. № 3. С. 78-79.
6. Медведев К. Механический способ изготовления металлических клише // Полиграфия. 2004. № 2. С. 64-65.
7. Макачев А., Фаробин Н., Чайкин А. Технология изготовления штампов для конгревного тиснения // Полиграфия. 1999. № 2. С. 84-85.

Владислав Андросов, конструктор ООО «Типография “Индустрия цвета”» (Санкт-Петербург)