
Зачем сегодня трафарет?

С.А. Сергеев,
канд. техн. наук, доцент,
технический директор
ООО «Анимар» sergeev@animar.ru
Если на кричаще-яркую «трафаретную» картину «Апельсин» Энди Уорхола положить сетку, то можно получить неожиданный эффект объемности
Классические виды печати обеспечивают следующую толщину красочного слоя печатного элемента. Высокая печать — порядка 2,0 мкм, плоская офсетная (двойной краскоперенос) — 1,0 мкм. Классическая глубокая печать в тенях отдаст на оттиск микрон 30 краски — жидкой, на основе летучих растворителей, которая перед закреплением растечется, а когда растворитель испарится, то на оттиске останется красочный слой упомянутой толщины. Не говоря о том, что частицы пигмента размером более 1 мкм из такой композиции просто вывалятся. И только старая добрая трафаретная печать (trafaretto — продырявливаю) отдаст до 100 мкм, не особо капризничая при этом по поводу пигментов. Но для этого нужно потрудиться.
Разменявшая четвертое тысячелетие
Еще во втором тысячелетии до н.э. для нанесения узоров на хлопковые ткани на Востоке использовали трафареты. С открытием Индии и Китая вместе с этими тканями в Европу пришла и технология крашения. Наносить печатные рисунки на ткань было дешевле, чем создавать тканые узоры, и набивные ткани быстро получили широкое распространение во всех слоях общества. Вследствие этого ручную печать усовершенствовали до уровня станковой. Технология стала смешанной: трафаретной печатью наносился фоновый цвет, а для более тонких, не воспроизводимых в то время трафаретом узоров на ткани оставляли пробел, или «резерв» — неокрашенный участок, на который с деревянных, а затем с медных форм высокой печати «набивали» рисунок. Трафареты и поныне используют в альфрейной технике нанесения дизайнерских орнаментов на ткани.
Однако для тканей эту технологию просто приспособили, а началось «промышленное» использование трафаретной печати в Европе в XIV веке с изготовления игральных карт. Говорят, что карты как азартная игра тоже пришли к нам с Востока — уже с Ближнего, в карманах возвращавшихся из крестовых походов рыцарей и пилигримов. Понятно, что на этом типе продукции высокая печать в любых ее разновидностях оставляла бы оборотный рельеф (а до изобретения литографии оставалось еще четыре века) и никак не могла быть альтернативой трафаретной. Ведь тогда карты соседа можно было бы «прочесть» с оборотной стороны (играли при свечах, дававших иногда ненужную подсветку), а при известной чуткости пальцев (на чем до сих пор зиждется искусство катал) банкомет получал бы информацию о любой карте, прошедшей через его руки. Если учесть, что в Средние века по скорости и массовости распространение карт в Европе соперничало с чумой, можно понять, какой мощный толчок развитию трафаретной (равно как и всей печатной) технологии дала эта игра. Так что ткани «пришлись в масть».
Печатные формы
Трафаретная печать осуществляется с форм, печатающие элементы которых пропускают через себя краску, а пробельные — задерживают (рис. 1). В качестве основы для такой формы в настоящее время используются специальные синтетические ткани с сетчатой структурой или металлические сетки с частотой переплетения от 45 до 200 нитей на сантиметр и толщиной нитей 3080 мкм. Правильнее, конечно, говорить не о толщине, а об объеме печатного элемента оттиска. Он определяется частотой сетки, площадью ее открытой поверхности, шириной отверстия ячейки, видом запечатываемого материала, свойствами печатной краски и характером репродукции. При этом поскольку печать осуществляется через сетку, то печатающие элементы формы будут разделены ею на более мелкие элементы печатного элемента оттиска. В зависимости от вязкости краски, после печати они могут слиться в результате ее растекания перед закреплением. При этом минимально допустимый размер растровых элементов ограничивается диаметром нитей и размером ячеек сетки.

Рис. 1. Трафаретную печатную форму вполне можно счесть произведением искусства в стиле поп-арта — направления, в котором творили Энди Уорхол, Клас Ольденбург и Джеймс Розенквист
Установлено, что количество ячеек на линейный сантиметр сетки должно быть в 22,5 раза больше, чем линиатура (частота) используемого растра. Примерные соотношения приведены в табл. 1.
Таблица 1. Соотношение частоты растрового изображения и трафаретной сетки
№ п/п |
Размеры изображения, см |
Линиатура растра, лин./см |
Линиатура сетки, нит./см |
1
|
2 |
3 |
4 |
1.1 |
21x30 |
42-48 |
180-200 |
1.2 |
34-40 |
165-180 |
|
1.3 |
24-32 |
140-170 |
|
2 |
30x42 |
18-24 |
120-140 |
3 |
42x60 |
15-24 |
110-140 |
4 |
60x84 |
12-18 |
110-120 |
5 |
84x120 |
12-15 |
90-110 |
Для того чтобы краска попадала на светлые участки оттиска, она должна проходить через мелкие печатающие элементы формы и быть для этого достаточно высокодисперсной и жидкой. В то же время при низкодисперсном (имеющем крупные частицы) пигменте невозможно использование высоколиниатурных сеток, поскольку, с одной стороны, пигмент не протиснется через ячейки, как краску ни разводи, а с другой — в глубоких тенях жидкая краска растечется и зальет мелкие пробелы. В соответствии с этими ограничениями принято считать, что трафаретная печать воспроизводит растровые изображения в интервале относительных площадей растровых элементов: 20% — в светах и 7080% — в тенях.
Чем мельче сетка, тем точнее форма воспроизводит изображение, но тем сложнее печать. Некорректный выбор сочетания «частота сетки — линиатура растра» может привести к муарообразованию уже на однокрасочном оттиске.
Сетку натягивают на раму с профилем от 40x40 до 20x20 мм (возможны промежуточные варианты). Эти размеры учитываются в последующем вычитанием из полезной площади запечатки оттиска с трафаретной формы, закрепленной на раму заданных внешних размеров (рис. 2).

Рис. 2. Станок для натяжения сетки серии TY AS от компании АТМА (Тайвань)
Печатные формы трафаретной печати изготавливают прямым, косвенным и полукосвенным способами, которые различаются технологией формирования пробельных элементов на сеточной основе. Наибольшее распространение, вследствие своей доступности, получили прямой и косвенный способы.

Рис. 3. Автомат для нанесения копировального слоя на трафаретную сетку серии AT-C/D от компании ATMA (Тайвань)

Рис. 4. Копировальная рама серии А 411 от компании АТМА (Тайвань)
Рис. 5. Шкаф для сушки трафаретных форм серии А541 от компании АТМА (Тайвань)
В прямом способе на натянутую на раму сетку наносят копировальный слой (рис. 3), внедряющийся в ее структуру. Сетку экспонируют через фотоформу (рис. 4) и проявляют. Оставшийся на сетке после экспонирования и проявления копировальный слой образует пробельные элементы печатной формы. Поскольку он внедряется в структуру сетки, его механическая прочность высока, и тиражестойкость формы составляет в этом случае десятки тысяч оттисков.
Однако резкостные характеристики оттисков с этих форм хуже аналогичных характеристик оттисков с форм, изготовленных косвенным способом.
При косвенном способе экспонируют на промежуточный копировальный материал, еще не прикатанный к сетке.
Он представляет собой временную подложку, на которую нанесен копировальный слой. После экспонирования такую копию проявляют и переносят под давлением на обезжиренную сетку, снимают подложку и таким образом получают печатную форму. Участки копировального слоя располагаются только на поверхности сетки, не внедряясь в ее структуру, — это значительно повышает графическую точность изображения печатной формы, но тиражестойкость такой печатной формы исчисляется лишь тысячами оттисков.
В полукосвенном (комбинированном) способе неочувствленный (пока несветочувствительный) копировальный слой прикатывают к сетке, после чего композицию опускают в очувствляющий (придающем светочувствительность) раствор и сушат.
Высушенную композицию копируют (рис. 5) и проявляют (рис. 6).

Рис. 6. Проявочный стенд серии 521 от компании АТМА (Тайвань)
Такая печатная форма имеет как высокую тиражестойкость (благодаря хорошей адгезии пробелов к сетке), так и высокую резкость краев печатных элементов оттиска. Всё это позволяет получать толщину краски печатных элементов до 100 мкм без особого ущерба для резкостных характеристик оттисков.
Классификация машин для трафаретной печати
Машины трафаретной печати классифицируются:
1. По виду запечатываемого материала.
1.1. Для печатания на листовых материалах. Подавляющее большинство трафаретных печатных машин, используемых в «большой» (и не очень) полиграфии, — листовые. Область их применения — печать штриховых и растровых изображений, выборочное лакирование, в том числе элементов малой площади, нанесение защитных элементов на продукцию строгой отчетности и ценные бумаги, изготовление наружной рекламы, пленочных компонентов для электронной промышленности, эксклюзивной и подарочной упаковки и многого другого.
1.2. Для печатания на рулонных материалах. Рулонное оборудование, как правило, узко специализировано и используется, например, для изготовления такой продукции, как обои, или для печати на тканях.
1.3. Для печатания на объемных изделиях. Печать на объемных изделиях исторически начиналась с печати на таре и упаковке. В настоящее время этот способ применяется для нанесения упрочняющего покрытия на моторные цилиндры, а также для печати на удилищах, клюшках (для гольфа и хоккейных), бейсбольных битах, кружках, стаканах и пр.
2. По степени механизации выполнения операций.
2.1. Печатные станки. Ручные или механические станки с определенной долей ручного труда в процессе печати. Тем не менее на малых тиражах и при достаточной квалификации исполнителя они не уступают по качеству автоматизированным моделям.
2.2. Полуавтоматы, 3/4 автоматы. Как правило, автоматизируется наиболее трудоемкая и монотонная операция — подача и съем запечатываемого материала. Варианты: ручные подача материала и съем продукции, автоматическая подача и ручной съем (реже).
2.3. Автоматы. Современные листовые трафаретные печатные машиныавтоматы представляют собой поточные линии, состоящие из пневматического самонаклада, печатного устройства (собственно автомата), а также листовыводного, сушильного и приемного устройств. Их производительность зависит от конструкции, формата, а также характера печатной продукции.
3. По красочности.
3.1. Однокрасочные. Преобладают в современной классической трафаретной печати.
3.2. Многокрасочные. Листовые машины большого формата в большинстве своем пока двухкрасочные, узкорулонные, доходят до шестикрасочных. Пользователи расплачиваются за это габаритами машины и, конечно, деньгами.
4. По назначению.
4.1. Специализированные. «Заточены» под один, реже — несколько видов продукции.
4.2. Универсальные. Печатают практически любую продукцию и на любых материалах.
5. По построению печатного аппарата. В общем случае печатный аппарат состоит из формодержателя с печатной формой; опорной поверхности, на которой располагается запечатываемый листовой материал; ракеля и орошающего ракеля (контрракеля), предназначенных для равномерного распределения красочного слоя по форме и продавливания его через печатающие участки, а также краскопитающего устройства.
5.1. Плоскопечатные. Их название обусловила плоская трафаретная печатная форма, общая у этой группы машин.
5.1.1. Тигельные. В конструкции и формная и печатающая поверхности — плоскости, что позволяет печатать на негнущихся жестких поверхностях (например, на стекле, листовом металле и пр.) и обеспечивает высокое качество совмещения при повторных прогонах. На столе машины с тигельным печатным аппаратом неподвижно закрепляется запечатываемый материал, над которым в момент печати фиксируется печатная форма. Во время печати ракельная система с краскопитающим устройством совершает возвратнопоступательное движение. При рабочем ходе краска под давлением ракеля продавливается через открытые ячейки формы на запечатываемый материал. Так создается необходимый контакт формы с запечатываемым материалом, происходит переход краски на печатные элементы оттиска и разрыв красочного слоя по толщине вследствие отхода печатной формы. Краска через ячейки формы переходит на запечатываемый материал и закрепляется на его поверхности. Для отделения листа от печатной формы требуется достаточное усилие, определяемое:
- вязкостью краски и ее температурой;
- скоростью печати;
- силой сцепления запечатываемого листа с опорной поверхностью;
- натяжением сетки;
- углом заточки и профилем давящей поверхности ракеля.
Такой печатный аппарат позволяет печатать на листовом материале разной массы, толщины и жесткости, в том числе негибком. Поэтому он используется почти во всех станках и полуавтоматах, где запечатываемый материал подается и снимается вручную, а также в ряде 3/4 устройств и автоматов, снабженных самонакладами и приемновыводными устройствами.
5.1.2. Цилиндровые. Печатающей (опорной для листа) поверхностью служит цилиндр. Это обеспечивает стабильность отрыва оттиска (без образования красочных «тяжей»), поскольку контакт печатной формы с ним осуществляется не по всей площади, как у тигельных машин, а только по образующей печатного цилиндра. Применение таких машин ограничивается только плотностью и жесткостью (точнее — способностью изгибаться) запечатываемого материала.
5.1.2.1. Реверсивные. Цилиндр во время печатного цикла совершает возвратное движение. Рама с заключенной в нее печатной формой может оставаться неподвижной или перемещаться.
5.1.2.2. Стопцилиндровые. Цилиндр после каждого печатного цикла останавливается для подачи листа. Он может поворачиваться или оставаться неподвижным, пока печатная форма возвращается в исходное положение.
5.2. Ротационные. В таких машинах цилиндрическими являются как печатающая поверхность, так и печатная форма. В этом случае ракель с краскоподающим устройством находятся в полом формном цилиндре, внешней поверхностью которого является трафаретная форма.
6. По формату.
6.1. Малоформатные. От формата А3; их область применения распространяется, например, на микроэлектронику и прочие отрасли, где важен не размер, а точность воспроизведения каждой мелкой детали.
6.2. Среднего формата. Все до формата А1. Область применения зависит от требований к точности совмещения красочных оттисков на листе. Очень хороши для промышленного «ширпотреба».
6.3. Большого формата. Форматы машин, например, для наружной рекламы — до А0, вследствие чего геометрические размеры готовой продукции измеряются в метрах.
Виды трафаретного оборудования
Трафаретные печатные станки ручные или механические:
Примером может служить серия многоцелевых трафаретных печатных машин TYFABT фирмы Atma (Тайвань) — рис. 7.

Рис. 7. Компактный трафаретный многоцелевой станок серии TY- 500 FABT от компании Atma (Тайвань)

Рис. 8. Трафаретный полуавтомат AT 160P c неподвижным печатным столом от компании АТМА (Тайвань)
Станки сконструированы по принципу «два в одном» и перестраиваются с печати по объемным и плоским на печать по круглым или овальным поверхностям. Потребление энергии — на уровне моющего пылесоса. Печатают на объемных и фактурных материалах — акриле, резине, пластике, компьютерных боксах, значках, лотерейных билетах, панелях авто и мототехники, таре, сувенирной продукции, пластиковых картах, овальных и цилиндрических материалах: кружках, бутылках, тубах, удочках, клюшках для гольфа, ручках, упаковке для косметики и пр.
Трафаретные полуавтоматы
Различаются по конструкции талера — рабочего стола, который может быть неподвижным (тогда рама опускается на запечатываемую поверхность вертикально — рис. 8) или под углом (рис. 9), а также подвижным (рис. 10). Все представленные на рисунках полуавтоматы — большого формата, в чем можно убедиться в табл. 2.

Рис. 9. Трафаретный полуавтомат ATМЕСН 710 c неподвижным печатным столом от компании АТМА (Тайвань)

Рис. 10. Трафаретный полуавтомат ATМАХ 1536 c подвижным печатным столом от компании АТМА (Тайвань)
Таблица 2. Технические характеристики трафаретных полуавтоматов компании АТМА (Тайвань)
Модели Параметры |
AT-160P |
ATМАХ 1536 |
ATМЕСН 710 |
Площадь печатного стола, мм |
800x1700 |
1800x4200 |
950x1250 |
Максимальная площадь печати, мм |
700x1600 |
1510x3610 |
750x1050 |
Максимальная толщина |
25 |
20 |
20
|
Максимальная |
480 |
920 |
930 |
Габариты, мм |
2300x1400x1750 |
1800x1300x1700 |
1840x1720x1350 |
Толщина запечатываемого материала — до 2,5 см. Полуавтоматы не требовательны к квалификации печатника и просты в обслуживании. Скорость печати — до 930 циклов/ч — соответствует профилю выпускаемой продукции: объемная, негибкая и невпитывающая.
Трафаретные 3/4 автоматы
Трафаретные 3/4 автоматы переходят в класс 3/4 при введении в конструкцию полуавтомата выводного транспортера (рис. 1113).
В этом классе оборудования снизилась трудоемкость, что принципиально при печати на тяжелых материалах с большой удельной массой среднего объема 0,1 м3.

Рис. 11. Трафаретный 3/4 автомат ATМА 160P/В c неподвижным печатным столом и выводным транспортером от компании АТМА (Тайвань)

Рис. 12. Трафаретный 3/4 автомат ATMECH 710/В c неподвижным печатным столом и выводным транспортером от компании АТМА (Тайвань)

Рис. 13. Трафаретный ¾ автомат ATМАХ 1536G c подвижным печатным столом и выводным транспортером от компании АТМА (Тайвань)
Трафаретные автоматы
Если нужна машина, соответствующая более высоким качественным характеристикам и скорости, обратите внимание на трафаретный печатный автомат MF80 (рис. 14) японской компании Sakurai. Это полный автомат со скоростью работы до 1000 листов/ч (кстати, по сравнению с 3/4 автоматами скорость возросла не намного). Появился самонаклад, для которого подходит материал толщиной до 3 мм. Точность совмещения при повторных прогонах и отлаженной технологии — до ± 0,05 мм.

Рис. 14. Трафаретный печатный автомат MF-80 от компании Sakurai
MF80 используется, например, для запечатывания панелей приборов управления автомобилей и мотоциклов и успешно с этим справляется.
Если заказчику требуется запечатка больших объемных и жестких поверхностей, подойдут автоматические поточные линии для печати по большим, в том числе стеклянным и стеклокерамическим, поверхностям серии ATMALINE (рис. 15) от компании АТМА (Тайвань).

Рис. 15. Автоматическая поточная линия для печати по стеклянным и стеклокерамическим поверхностям ATMALINE GS 710 от компании АТМА (Тайвань)
Принцип работы поточной линии:
1) корректирующий конвейер получает лист стекла из сушильного устройства, корректирует его положение и передает его на следующий модуль;
2) накопитель, расположенный на выходе из печатного модуля (трафаретного автомата), принимает запечатанный лист после первого краскопрогона и направляет его в печатный модуль для последующих краскопрогонов;
3) печатный модуль — трафаретный автомат — получает стеклянную пластину с конвейера, автоматически совмещает ее с печатной формой и запечатывает, а затем по конвейеру отправляет ее на следующий печатный модуль серии ATMATIC GS;
4) передаточный конвейер получает запечатанную стеклянную пластину с печатного модуля и передает ее на модуль сушки или модуль контроля качества, после чего возвращает пластину обратно на линию для следующей операции (сушки);
5) конвейер передает запечатанную стеклянную пластину в модуль сушки.
В состав линии входят:
- соединительный конвейер;
- печатный автомат, состоящий из модулей: автоматического ввода, контроля, передающего, согласующего, печатного и выводного;
- все модули оснащены пневматическими подъемниками для удобства их согласования и чистки и синхронизированы по скорости;
- пневматическая система автоматической приводки патентованной конструкции;
- пневматические фиксаторы печатной рамы с устройствами микрорегулировки положения печатной формы, обеспечивающие ее быструю смену и приводку;
- пневматическая система управления давлением печати с автоматическим выравниванием наносимого красочного слоя, обеспечивающая стабильность печатного процесса без дополнительного контроля его качества;
- автономный электронный блок управления/контроля всеми операциями, облегчающий работу оператора;
- сушильное устройство для сушки обдувом потоком горячего воздуха предварительно вымытых стеклянных пластин;
- сушильные устройства для сушки обдувом потоком горячего воздуха и/или УФ сушильные устройства, располагаемые в линию со стеккером;
- стеккер;
- системы защиты: аварийная кнопка, защитные кожухи, программная диагностика.
Сердцем линии являются трафаретные плоскопечатные автоматы серии ATMATIC GS компании АТМА (Тайвань).
Основная специализация таких автоматов, агрегатированных в приведенную выше поточную линию, — печать высококачественных многокрасочных витражей, а также высококачественная печать по любым жестким материалам толщиной до 19 мм с площадью запечатки до 1,2x2,5 м.
Цилиндровые плоскопечатные трафаретные автоматы
Современные листовые цилиндровые плоскопечатные трафаретные машиныавтоматы представляют собой поточные линии, состоящие из пневматического самонаклада, печатного устройства, а также листовыводного, сушильного и приемного устройств. Производительность машин зависит от конструкции, формата и характера печатной продукции и в среднем составляет 2,53,0 тыс. отт./ч.
Трафаретные реверсивные автоматы
Характеристики реверсивных машин на примере серии AKW фирмы AIKYU (Сингапур) приведены в табл. 3. На рис. 16 показан реверсивный автомат AKW780.
Полезная площадь печати, по сравнению с тигельными, изменилась у таких машин незначительно. Зато за счет пневматического самонаклада существенно возросла производительность.

Рис. 16. Трафаретный реверсивный автомат AK-W-780 от компании AIKYU (Сингапур)
Таблица 3. Технические характеристики серии AK-W компании AIKYU (Сингапур)
Модели Параметры |
AK-W-720 |
AK-W-780 |
AK-W-1020 |
||
Максимальный формат листа, мм |
720x520 |
780x540 |
1020x740 |
||
Минимальный формат листа, мм |
350x270 |
350x270 |
560x350 |
||
Максимальный формат печати, мм |
720x500 |
780x520 |
1020x720 |
||
Удельная масса листа, г/м2 |
90-350 |
90-350 |
120-350 |
||
Поле захвата клапанов, мм |
10 |
||||
Внешний размер печатной формы, мм |
880x880 |
940x940 |
1280x1140 |
||
Скорость печати, листов/ч |
1000-3600 |
1000-3300 |
1000-3000 |
||
Энергопотребление, кВт |
7,78 |
7,78 |
10,39 |
||
Масса, кг |
3500 |
3800 |
5500 |
||
Габариты, мм |
4100x1960x1270 |
4100x2080x1270 |
4600x2350x1320 |
||
Основные области применения — выборочное и сплошное (в основном УФ) лакирование.
Плоскопечатные стоп-цилиндровые трафаретные автоматы
По сравнению с реверсивными автоматами имеют повышенную точность совмещения при повторных листопрогонах.
Стопцилиндровая трафаретная печатная машина серии AKТ фирмы AIKYU (Сингапур) показана на рис. 17.
Достоинство серии — «офсетная» точность совмещения (± 0,05 мм) на скорости до 4000 отт./ч. Обслуживание удобное. Практически не ломаются. При решении замены на новую машину — высокая ликвидность на вторичном рынке. Области применения — все виды печати и лакирования по бумагам и не очень тонким картонам.

Рис. 17. Трафаретный стоп-цилиндровый автомат AK-Т-800 от компании AIKYU (Сингапур)
Ролевые трафаретные печатные машины
Могут быть как плоскопечатными, так и ротационными. Применяются в основном для печатания на тонком картоне, пленках и тканях, реже — для печатания на бумаге. В России ролевая трафаретная печать используется как вспомогательная, дополняющая флексографию или высокую печать на узкорулонных машинах. Наиболее распространены секции ротационной трафаретной печати компаний Gallus (Швейцария) и Stork (Нидерланды). Gallus комплектует своими модулями только узкорулонные машины собственного производства. Секциями Stork комплектуются узкорулонные машины практически всех остальных производителей, таких как Prophetier, Nilpeter, Mark Andy, Comco, GiDue, и др.
Производительность печатного процесса определяется не только конструкцией машины, но и скоростью закрепления краски на оттисках. Аппаратно эта проблема решается созданием высокопроизводительных сушильных устройств, технологически — разработкой новых рецептур красок.
Сушильные устройства
Отпечатать и оставить оттиск сохнуть в трафарете не принято: 100 мкм сами по себе сохнуть будут долго. Для ускорения процесса используют специальные сушильные устройства, классифицируемые в зависимости от применяемых технологий:
- ультрафиолетовые;
- устройства сушки горячим воздухом;
- комбинированные;
- турникетные.
Как правило, их агрегатируют в поточную линию с трафаретным печатным автоматом.
Ультрафиолетовые
Ультрафиолетовые сушки выполняют отверждение оттисков, отпечатанных УФотверждаемыми красками/лаками. При этом ширина зоны отверждения должна быть больше ширины оттиска, выходящего из трафаретной машины. Устройства включают модули ультрафиолетового отверждения и воздушного охлаждения оттисков с системой управления потоками подаваемого и отводимого воздуха для охлаждения УФламп, кварцевых фильтров и секций охлаждения оттисков. Выпускаются рядом фирм, специализирующихся на трафаретном оборудовании, и фирмами, узко специализированными на подобном оборудовании. К таковым следует прежде всего отнести компанию Natgraph (Великобритания), сушильные устройства которой успешно работают в подавляющем большинстве трафаретных поточных линий в мире. Число в наименовании модели, например 155 (UV) — рис. 18, обозначает ширину зоны отверждения в сантиметрах, а буквенные символы в скобках — вариант отверждения.

Рис. 18. Сушильное устройство УФ-отверждения 155 (UV) от компании Natgraph (Великобритания)
Устройства сушки горячим воздухом
Такие устройства предназначены для сушки сольвентных и спиртовых красок и лаков интенсивным потоком горячего воздуха. Работают в линию с машинами и автоматами трафаретной печати. Имеют в своем составе модули сушки горячим воздухом, систему защиты от перегрева нагревательных элементов и систему рециркуляции горячего воздуха. Могут включать до четырех (в зависимости от специализации предприятия) модулей. Выпускаются рядом фирм, специализирующихся на трафаретном оборудовании, а также фирмами, специализирующимися только на подобном оборудовании. В качестве примера можно привести сушильные устройства фирмы ESC (ФРГ). В их маркировке первое число обозначает ширину зоны сушки, а цифры через дробь — число сушильных секций (рис. 19).

Рис. 19. Сушильное устройство обдувом горячим воздухом серии 2000 2/3/4 от компании ESC (ФРГ)
Таблица 4. Технические характеристики сушильных устройств обдувом горячим воздухом серии 2000 2/3/4 от компании ESC (ФРГ)
Параметры |
Значения |
ширина зоны сушки, мм |
2000 |
общая длина, мм |
5700/7700/9700 |
мощность привода, кВт |
11,6/15,5/19,5 |
мощность вентиляторов, кВт |
3,0 |
потребляемая мощность, кВт |
29,0/47,3/51,3 |
максимальное испарение растворителя при t = 80 °С, г/мин |
79/119/159 |
объем отводимого воздуха, м3 /мин |
5,7/8,6/11,5 |
диаметр вентиляционных патрубков, мм |
450 |
минимально допустимая производительность вытяжной вентиляции, м3/мин |
6800 |
Мощность ТЭНов, кВт |
14,4/28,8/28,8 |
Характеристики модели ESC 2000 2/3/4, показанной на рис. 19, приведены в табл. 4. Особое внимание обратите на энергопотребление подобных устройств и объем отводимого воздуха, поскольку эти показатели обязательно учитываются при формировании любой автоматической трафаретной печатной линии.
Комбинированные сушильные устройства
Предприятия, не имеющие узкой специализации, предполагающей использование, например, только УФотверждаемых или сольвентных красок, предпочитают комбинированные сушильные устройства, имеющие модули как UV, так и IRсушки (рис. 20).
В таких устройствах может быть до трех модулей сушки горячим воздухом, УФмодуль, а также модуль охлаждения.

Рис. 20. Комбинированное сушильное устройство AK-FH-1200 от компании AIKYU (Сингапур)
Турникетные сушильные устройства
Одна из областей использования трафаретной печати, а по существу ее вотчина — изготовление знакомых с детства переводных картинок, а также деколей. Следует отметить, что для печати деколей применяются в основном листовые однокрасочные трафаретные машины. Таким образом, для получения многокрасочного «бутерброда» деколи — с разделительным подслоем и адгезионным лаком — приходится печатать в несколько листопрогонов. Печатается деколь на бумаге, имеющей низкую степень проклейки. Одна сторона такой бумаги покрыта тонким клеевым слоем, состоящим из крахмала, патоки и декстрина, предназначенным не только для предохранения от проникновения краски в бумагу, но и для свободного отделения от нее красочного изображения. Такая композиция бумаги создает объективные предпосылки для несовмещения многокрасочных оттисков, например, за счет изменения в течение смены относительной влажности или температуры в помещении, немедленно вызывающем зримое изменение линейных размеров оттиска. Процесс сушки деколи длителен и зависит как от вида краски, так и от площади, которую она занимает на оттиске. Для этих целей используются так называемые турникетные сушильные устройства (рис. 21), где каждый оттиск сушится в отдельной ячейке, а всего таких ячеек в сушильном устройстве, например, AKFD1020 фирмы AIKYU (Сингапур) — 1346. Максимально допустимые значения скорости работы сушильного устройства: 3000 ячеек в час, температура сушки +50 °С — используются весьма редко, поскольку даже они достаточно высоки, чтобы при семидевяти краскопрогонах получить приемлемое совмещение на столь капризной бумаге основы.
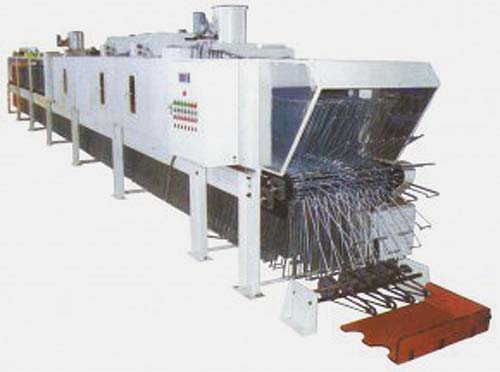
Рис. 21. Турникетное сушильное устройство AK-FD-1020 от компании AIKYU (Сингапур)

Рис. 22. Автоматический стопоукладчик 170 от компании Natgraph (Великобритания)
Стеккеры
Трафаретные машины не имеют собственных приемных устройств. Это связано с тем, что красочный слой большой толщины непременно придется принудительно высушивать, для чего, как уже было сказано, автоматы агрегатируют в поточные линии с сушильными устройствами (которые собственных приемок тоже не имеют). Поэтому все поточные линии оснащаются или приемными платформами, или стеккерами — автоматическими стопоукладчиками (рис. 22).
Основной их параметр при выборе — формат принимаемого листа, который должен быть больше или равен максимальному формату листа, выходящего из трафаретного автомата.
Область применения трафаретной печати
- Малые тиражи крупноформатных плакатов — толстый красочный слой позволяет получить оттиски высокой интенсивности;
- дорожные знаки и указатели — печать осуществляется по невпитывающей световозвращающей поверхности световозвращающими же красками высокой стойкости;
- изготовление печатных плат — обеспечивается простотой и гибкостью технологии трафаретной печати;
- печать шкал измерительных приборов — наряду с высокой точностью, трафаретная печать дает требуемую прозрачность наносимых красочных слоев, а также свечение контрольного сигнального света;
- печать на контактных участках фотосопротивлений и солнечных батарей специальной токопроводящей пастой (рис. 23);
- печать по поверхности компактдисков («яблоко»);
- печать по текстильному полотну, требующая больших толщин красочных слоев.
Технологией трафаретной печати можно наносить также высокоинтенсивную краску или прозрачный (в том числе — глиттерный) лак для облагораживания печатных изделий, делая как сплошное, так и выборочное лакирование или запечатывая переплетные крышки с тканевым покрытием.
Трафарет — это печать по поверхности любой структуры и конфигурации. Офсет, конечно, хорош, но принцип закрепления краски при этом способе печати не дает такого прочного красочного слоя, как на трафаретном оттиске.

Рис. 23. Автомат для печати ячеек солнечных батарей AT30 PSC от компании ESC (ФРГ)

Рис. 24. Виновница ходынской катастрофы — коронационная кружка. Деколь по эмали
Когда конфигурация изделия сложна, то без трафаретной печати не обойтись. Если для декорирования сложных поверхностей невозможно использовать станки, применяются промежуточные носители изображений, запечатанные трафаретной печатью, — те самые деколи для украшения посуды (рис. 24).
Трафарет — это и декорирование керамики, и витражи, и оформление спортивного инвентаря — от бейсболки до всё более востребованной в современном обществе биты.
Традиционно трафаретная печать настолько востребована на рынке предложений, что думающий и умелый человек, владеющий трафаретной машиной не только как собственностью, но и как инструментом, всегда будет при деле. Sapienti sat.