
А что у нас в кипсейках?..
Поставщики красок обычно бесплатно предоставляют типографиям на пробу новый продукт — несколько банок с офсетной краской. Снабженцы типографий эти емкости получают и отдают печатникам в цех. Те, в свою очередь, ворчат, но принимаются работать на новой краске. К хорошему, как известно, привыкают быстро…
Без ссылок на конкретных производителей рассмотрим технологические параметры этого расходного полиграфического материала.
Сначала напомним, что печатная краска состоит из красящего вещества — твердой фазы и связующего — жидкой среды. Кроме того, она может содержать различные добавки, регулирующие ее липкость, вязкость, скорость закрепления и другие свойства.
Красящие вещества — это химические соединения, обладающие цветом и способные придавать окраску другим веществам. К ним относятся нерастворимые в воде и обычных технических растворителях пигменты, лаки и растворимые в воде красители.
В офсетных красках в качестве красящего вещества чаще всего применяются пигменты и лаки. Это связано прежде всего со спецификой офсетного способа печати — использованием увлажняющего раствора. Существует огромное количество пигментов, лаков и красителей. Каждая фирмапроизводитель синтезирует их по собственным рецептам для создания красок с требуемыми цветовыми характеристиками.
Пигменты печатных красок
Пигменты — высокодисперсные черные, белые или цветные порошки, нерастворимые в воде, масле и других органических растворителях. Они придают печатным краскам оптические (рис.1) и некоторые физикохимические свойства. Сухие пигменты — это чаще всего тусклые порошки, цветовые качества которых выявляются только при смешении со связующим.

В малых типографиях, в которых, как правило, нет складских помещений, банки с офсетными красками хранятся в закрытых контейнерах за решеткой прямо в печатном цехе
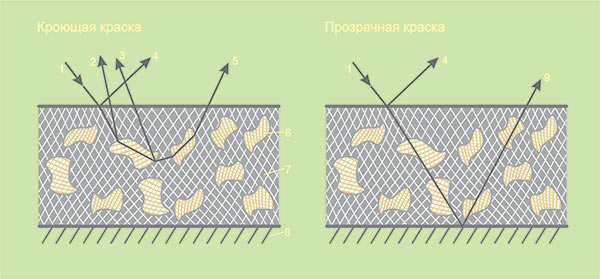
Рис. 1. Оптические явления в слое кроющей и прозрачной краски: 1 — падающий луч белого света; 2 — рассеянно-отраженный луч белого света; 3 — рассеянно-отраженный цветной луч; 4 — зеркально отраженный луч белого света; 5 — цветной луч; 6 — пигмент краски; 7 — связующее краски; 8 — подложка; 9 — цветной луч, отраженный подложкой
Лаки (или лаковые пигменты) — высокодисперсные порошки, нерастворимые в воде и других растворителях. Их получают осаждением цветных растворимых веществ солями двух и трехвалентных металлов. Основной недостаток лаковых пигментов — низкая устойчивость к спирту.
По кроющему действию (прозрачности) пигменты можно разделить на прозрачные, полукроющие и кроющие (рис. 2); по цвету — на бесцветные, цветные, черные и цвета металла, так называемые металлические.
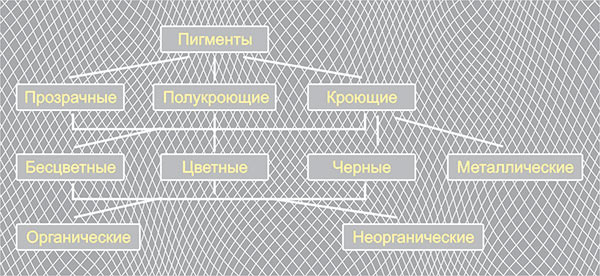
Рис. 2. Классификация пигментов
Бесцветные пигменты могут быть прозрачными (например, двуокись кремния), полукроющими (карбонат кальция и каолин) или кроющими, белыми (например, двуокись титана).
Все черные пигменты — кроющие. Как правило, в качестве черного пигмента используется мелкодисперсный углерод — сажа. Она обладает свойствами химической, жаро, свето, кислото и щелочестойкости, а также устойчивостью к моющим средствам.
Пигменты определяют оптические характеристики красок: цвет, интенсивность и кроющую способность. Свойства пигментов — структурность (характер и размер частиц), маслоемкость (условный показатель взаимодействия пигмента со связующим) и светостойкость — влияют на поведение краски в процессе печатания и на качество печатной продукции. Используемые в настоящее время пигменты имеют высокие интенсивность и степень дисперсности и позволяют получать широкую цветовую гамму красок. |
Цветные пигменты могут быть кроющими, полукроющими или прозрачными, а металлические — только кроющими.
По химическому составу пигменты подразделяются на органические и неорганические. В полиграфической промышленности для изготовления красок применяют в основном органические, в том числе лаковые пигменты, и в небольшом количестве пигменты неорганического происхождения, получаемые искусственным путем. Для создания спецэффектов или защиты ценных бумаг могут применяться пигменты, включающие люминесцирующие вещества.
Органические пигменты имеют яркие и чистые цвета. Краски, содержащие такие пигменты, при смешении могут давать самые разнообразные промежуточные оттенки — это их свойство положено в основу таких систем, как Pantone и «Радуга», которые позволяют получать широкую гамму всевозможных цветов при смешении нескольких базовых красок.
Неорганические пигменты, используемые в меньшей степени, представляют собой соединения металлов с переменной валентностью. Например, в синем пигменте Милори присутствует железо, а неорганические соединения хрома применяют для получения желтых, зеленых и оранжевых красок.
В настоящее время из неорганических пигментов наиболее востребованы металлические пигменты — порошки, полученные механическим измельчением металлов и их сплавов. Они применяются при изготовлении металлизированных красок серебристого или золотистого цвета. Для получения серебристых пигментов обычно используется алюминиевая пудра, а для золотистых — бронзовая, которую получают из сплава меди и цинка.
Связующее
Связующее является вторым необходимым компонентом, без которого не может обойтись ни одна печатная краска. Оно представляет собой жидкую фазу, связывающую отдельные твердые частицы пигмента в единую дисперсную систему.
Печатные свойства красок, определяющие их поведение в процессе печатания, — распределение в красочном аппарате, нанесение на форму, взаимодействие с запечатываемым материалом, получение изображения — существенно различаются у красок, предназначенных для разных способов печати. И всё многообразие ассортимента красок зависит главным образом от свойств и состава связующих, изменяя которые можно из одного пигмента приготовить краску для любого способа печати. Приготовленные для производства печатных красок связующие имеют общее название — «фирнисы».
Связующее определяет поведение краски в процессе печатания. От связующего зависит одно из основных свойств краски — способность закрепляться на оттиске. Растворители служат для образования связующего из смол. Они определяют вязкость и механизм закрепления краски на оттиске: минеральные масла и керосиновые фракции впитываются в поры бумаги, а высыхающие растительные масла образуют твердую пленку в результате окислительной полимеризации. |
Связующие имеют сложный состав, но в них обязательно входят пленкообразующие вещества (пленкообразователи) и растворители.
Пленкообразователи — это чаще всего различные смолы и продукты их переработки (производные канифоли и фенолформальдегидных смол, циклокаучук, алкидные смолы, битум и некоторые другие вещества). Они определяют твердость, блеск, закрепление и эластичность слоя печатной краски.
Вязкость связующего определяют растворители, в качестве которых для офсетных красок используются высыхающие минеральные масла и их производные, а также растительные масла. Все они практически нелетучие, что обеспечивает стабильность состава и свойств красок во время работы с ними. Масла могут иметь самую разную вязкость — от очень низкой до очень высокой.
Печать на высоких скоростях требует быстрого первичного закрепления красок, для чего в них наряду с маслами включаются керосиновые фракции.
В зависимости от состава связующего и главным образом от используемых растворителей офсетные краски могут закрепляться на оттиске за счет:
- впитывания и отделения растворителя в процессе впитывания;
- химического пленкообразования — образования полимерной пленки под действием кислорода воздуха (окислительная полимеризация) или фотохимической полимеризации под действием УФизлучения;
- сочетанием этих способов (комбинированное закрепление).
Различают две стадии закрепления краски: «схватывание», или первичное закрепление, и окончательное закрепление. «Схватывание» в основном зависит от растворителя и обеспечивает такое состояние краски на оттиске, когда она перестает смазываться при слабых воздействиях, что позволяет подвергать оттиски дальнейшей обработке. Окончательное закрепление достигается благодаря образованию твердой красочной пленки и зависит от природы и свойств пленкообразователя. Химические процессы пленкообразования могут быть ускорены за счет:
- использования катализаторов — в небольшом количестве они уже содержатся в краске, но при необходимости в готовую краску перед или во время печатания можно добавить специальные добавкикатализаторы, которые называются сиккативами;
- повышения температуры (применение газовой сушки);
- использования ИКизлучения — для красок, закрепляющихся с помощью окислительной полимеризации или комбинированным способом, ИКизлучение ускоряет процесс окисления, а установленная в ИКсушке подача воздуха увеличивает приток к красочному слою кислорода, который является окислителем и способствует пленкообразованию;
- применения УФизлучения — при использовании УФкрасок, в состав связующего которых входят вещества, способные к полимеризации с образованием твердой пленки под действием УФизлучения. При достаточной мощности излучателей время пленкообразования сокращается до сотых долей секунды.

Рис. 3. Емкости с триадными красками
Добавки
Существует большое количество вспомогательных веществ, которые позволяют регулировать свойства красок. Например, краски могут приобретать такие качества, как высокий глянец, способность придавать поверхности оттиска матовость или свечение, а также контролируемую скорость высыхания красочной пленки, устойчивость ее к истиранию, высокую светостойкость или стойкость к тепловым воздействиям, повышенную прозрачность или, наоборот, непрозрачность, водостойкость и устойчивость к маслам, спиртам, кислотам или щелочам и другие свойства. Обычно добавки вводятся в краску в процессе ее изготовления, но в случае необходимости они могут быть добавлены и в готовую краску.
При печати на четырехкрасочных машинах, когда краски наносятся последовательно одна на другую (печать «по сырому»), необходимым условием получения качественного оттиска является правильный выбор липкости красок. Краска, которую наносят первой, должна иметь более высокую липкость, чем последующая. Это значительно улучшает условия наложения красок. Иначе изза плохого восприятия последующей краски предыдущей может произойти искажение цвета краски на оттиске.


Рис. 4. Большие емкости с краской в газетную типографию «Экстра М» подвозятся автотранспортом, из них краска насосами выкачивается в специальные краскоприемники (слева). К газетным печатным машинам осуществляется централизованная подача краски. К журнальным рулонным печатным машинам подача краски идет через красочные станции (подробнее см. в КомпьюАрт № 12’2011)
Классификация офсетных печатных красок
1. По типу:
- триадные (рис. 3) — существуют различные виды триадных красок: для листовой печати, рулонной печати с газовой сушкой или без нее, для любой системы увлажнения или без, для «сухого» офсета, для печати на впитывающих или невпитывающих материалах. Они могут быть как универсальными (например, для одно и мнгокрасочных листовых офсетных машин с различными системами увлажнения), так и специального назначения (например, для «сухого» офсета).
- смесевые — о них речь пойдет в заключительной части публикации.
2. По цвету:
- цветные;
- черные (не триадные);
- белила;
- золото;
- серебро.
3. По кроющей способности:
- прозрачные;
- полукроющие;
- кроющие.
4. По используемому печатному оборудованию:
- для рулонных машин с сушкой;
- для рулонных машин без сушки;
- для листовых машин.
5. По используемой системе увлажнения:
- для работы со спиртовой системой увлажнения;
- с любой системой увлажнения;
- для печати без увлажнения.
6. По используемому запечатываемому материалу:
Для впитывающих материалов — бумаги и картона
- для мелованной бумаги (глянцевой или матовой);
- для немелованной;
- для каландрированной;
- для газетной (рис. 4).
Для невпитывающих поверхностей (фолиевые краски).
пластик.
7. Краски специального назначения:
- ароматизированные;
- для печати на упаковке пищевых продуктов (без запаха);
- металлизированные;
- люминесцентные;
- УФзакрепления;
- гибридные;
- интерферентные (для защищенной печати);
- термохромные.
Свойства печатных красок
От свойств печатных красок в значительной мере зависят качество полиграфической продукции и режим процесса печатания. Поэтому к ним предъявляется ряд важных требований:
краски должны обладать необходимыми оптическими свойствами;
быть однородными, не расслаиваться и не содержать крупных частиц пигмента;
быстро и прочно закрепляться на поверхности запечатываемого материала во избежание нарушения красочного слоя на оттиске (механического повреждения, отмарывания и т.п.);
печатнотехнические свойства красок должны обеспечивать нормальный ход технологического процесса печатания.
Другими словами, эти требования означают, что печатная краска, обладающая определенной консистенцией, липкостью и вязкостью, должна смачивать все поверхности, с которыми она соприкасается в процессе печати (поверхности валиков, печатной формы, запечатываемого материала), и прилипать к ним в требуемом количестве. При этом краска должна не просто переноситься на запечатываемый материал, но и хорошо закрепляться на нем, обеспечивая точное воспроизведение изображения.
Свойства красок можно разделить на оптические и печатные (структурномеханические и печатнотехнические).
Оптические свойства отвечают за получение на оттиске определенного цвета. К ним относятся такие характеристики краски, как цветовой тон, светлота, насыщенность (интенсивность), глянец (матовость), светостойкость, прозрачность (кроющая способность) и стойкость к различным веществам, которые могут повлиять на оптические свойства красочного слоя.
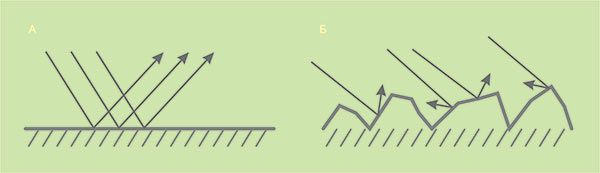
Рис. 5. Отражение лучей падающего света от глянцевой (а) и матовой (6) поверхности бумаги
Интенсивность (насыщенность) — это способность краски создавать заданную окраску при малом или большом ее количестве на оттиске. Интенсивность (1) измеряется в процентах и характеризуется величиной, обратно пропорциональной толщине красочного слоя, при котором достигается заданный цвет.
1 = (1/dопт)Ѕ100%,
где 1 — толщина красочного слоя, принятая за норму; dопт — толщина красочного слоя, при которой получается оттиск, соответствующий нормативному, выполненному эталонной краской.
Глянец — способность поверхности красочного слоя зеркально отражать часть падающего света (рис. 5). Глянец определяется путем измерения потоков зеркально и рассеянно отраженного от оттиска света.
Светостойкость — способность краски при длительном воздействии света не изменять своих цветовых свойств. Оценивается по 8балльной системе путем сравнения со светостойкостью эталонов — голубой шерстяной шкалой (восемь шерстяных полосок, окрашенных голубыми красками разной светостойкости). 1 балл соответствует очень слабой светостойкости, 2 — слабой, 3 — умеренной, 4 — довольно хорошей, 5 — хорошей, 6 — очень хорошей, 7 — отличной, 8 — исключительной.
Прозрачность (кроющая способность) — способность красочного слоя пропускать лучи света или закрывать цвет запечатываемой поверхности. Эта величина оценивается в баллах по 10балльной шкале: 10 баллов соответствуют максимальной прозрачности (а следовательно, минимальной кроющей способности), а 1 балл — минимальной прозрачности (максимальной кроющей способности).
Стойкость краски к растворителям, добавкам, увлажняющему раствору и т.д. — это способность краски не изменять цвет и не растворяться под действием этих веществ. Стойкость оценивается по 5балльной системе — наибольшей стойкостью обладают краски с баллом 5.
К печатным свойствам краски относятся степень диспергирования пигмента в связующем (об этих элементах речь далее), вязкость, эластичность краски, ее адгезия к валикам красочного аппарата и к печатающим элементам печатной формы, степень перехода на запечатываемую поверхность, способность загустевать в состоянии покоя и разжижаться при перемешивании в красочном аппарате печатной машины (тиксотропия), способность не высыхать и не образовывать пленки в красочном ящике, но при этом быстро образовывать красочную пленку в тонком слое на оттиске. Все эти свойства оказывают существенное влияние на пригодность той или иной краски для печати в определенных условиях, а следовательно, и на качество печати.
Из всего многообразия печатных красок в подавляющем большинстве случаев для воспроизведения оригинала способом четырехкрасочной печати используются триадные краски: желтая, пурпурная, голубая и черная. При правильно выполненных цветоделительных, цветокорректирующих и формных процессах, использовании максимально прозрачных желтой, голубой и пурпурной красок и их последовательном наложении друг на друга на шкале на оттиске должен получиться нейтральный серый тон. На практике же получить его удается не всегда, так как возникают искажения цветопередачи изза неидеальности реальных красок. То есть реальная краска может пропускать часть излучения, которую должна поглощать (например, пурпурная краска — пропускать часть излучения зеленой части спектра). Для устранения этих искажений и сокращения расхода цветных красок при печатании применяют черную краску, которая формирует окончательный характер многокрасочного изображения.
Существуют различные виды триадных красок: для листовой печати, для рулонной печати с газовой сушкой или без нее, для любой системы увлажнения или для «сухого» офсета, для печати на мелованных и офсетных бумагах и картоне, а также для печати на невпитывающих материалах. Они могут быть как универсальными (например, для одно и многокрасочных листовых офсетных машин с различными системами увлажнения), так и специального назначения (например, для «сухого» офсета).
Краски серии Pantone
Упомянем и о такой разновидности красок, как краски серии Pantone. При подборе красок для печати тиража необходимо оценить, возможно ли воспроизвести триадными красками все цвета оригинала. Если оригинал содержит специальные «фирменные» цвета (например, в названии фирмы, ее логотипе, рекламе и т.п.), которые нельзя получить выбранной триадой, то используют дополнительные краски, например Pantone.
Независимо от фирмыпроизводителя краски Pantone — это, как правило, универсальные офсетные краски для одно и многокрасочных машин с любой системой увлажнения, которые применяются для печати на мелованных и офсетных бумагах и картоне, а также для печати на невпитывающих материалах. В соответствии со сборником рецептур Pantone Color Formula Guide 1000, смешением 14 основных базовых красок Pantone можно получить более тысячи оттенков (см. таблицу).
Краски Pantone характеризуются высокой степенью прозрачности и большой скоростью первоначального и окончательного закрепления. Они обладают хорошими печатнотехническими свойствами и, как правило, позволяют применять ИКсушку.
При изготовлении составных красок необходимо учитывать некоторые моменты:
Краски Pantone имеют различную светостойкость, и светостойкость составной краски будет соответствовать наименьшему показателю смешиваемых красок.
Не стоит судить о цвете печатной краски по ее виду в банке (рис. 6). Прозрачная краска в банке выглядит темнее, чем на самом деле, и представление о ее истинном цвете может дать только контрольный оттиск, полученный на машине или пробопечатном станке.

Рис. 6. Обычно типографии берут смесевые краски от разных производителей
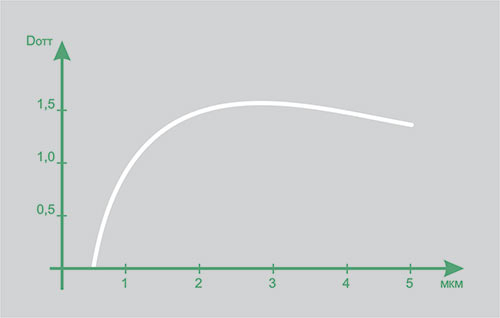
Рис. 7. Зависимость оптической плотности оттиска от толщины слоя краски на бумаге
Иногда краска, выбранная по картам эталонных цветов или по каталогу подбора цветов, при печати не дает точного оттенка. Во избежание неудачи (а в случае таковой — определить причину и способ ее устранения), необходимо учитывать некоторые факторы (это относится не только к краскам Pantone):
- характеристики бумаги. В атласах подбора цветов есть образцы печати каждой краской на бумаге с покрытием (то есть мелованной) и без покрытия. Между ними есть существенная разница — цвета на мелованной бумаге всегда выглядят ярче и чище. Если для печати на бумаге, не имеющей покрытия, подобрать краску по образцу, напечатанному на мелованной бумаге, то результат может не совпасть с каталогом.
К значительному изменению цвета краски на оттиске может привести и цвет самой бумаги (например, ее желтоватый оттенок). Поскольку краски для офсетной печати чаще бывают полностью прозрачными или полупрозрачными, через слой краски будет виден цвет бумаги. Этот эффект можно уменьшить, если к краске добавить 50% (или больше) непрозрачных белил;
Кроющая способность основных красок Pantone
Основные цвета Pantone |
Кроющая способность |
Yellow |
Прозрачная |
Yellow 012 |
Прозрачная |
Orange 021 |
Прозрачная |
Warm Red |
Прозрачная |
Red 032 |
Прозрачная |
Rubine Red |
Прозрачная |
Rhodamine Red |
Прозрачная |
Purple |
Прозрачная |
Reflex Blue |
Прозрачная |
Blue 072 |
Прозрачная |
Process Blue |
Прозрачная |
Green |
Прозрачная |
Black |
Кроющая |
White |
Прозрачная |
- толщина красочного слоя. Оттенок краски на оттиске может измениться при изменении толщины красочного слоя: чем больше толщина, тем выше значение оптической плотности (рис. 7). Таким образом, изменяя уровень подачи краски можно добиться необходимых значений оптической плотности на оттиске. Однако существует предел, после которого увеличение подачи краски не влечет за собой увеличения оптической плотности. Ослабить интенсивность цвета краски, то есть получить более светлый оттенок, можно путем добавления прозрачных белил.
- качество смывки красочного аппарата. При печати возможно изменение цвета светлых красок изза их загрязнения плохо смытыми после предыдущей работы темными красками.
При подготовке публикации использованы материалы из книги Н. Марогуловой и С. Стефанова «Расходные материалы». Фото из архива автора.