
Стандартизация для флексо — возможно ли это? Часть 1

Максим Синяк, международный технический эксперт XRite
Сертифицированный эксперт Ugra
Msiniak@xrite.com
По роду работы мне постоянно приходится сталкиваться с различными технологиями и разработками для улучшения и совершенствования процессов печати. Широкое распространение получило мнение, что флексографское производство невозможно стандартизировать. Якобы офсетный способ печати является наиболее описанным, имеет множество спецификаций и сертификационных процедур, а флексографское производство значительно отстает, и для него нет ничего, кроме стандарта ISO 12647-6 в редакции 2012 года. Однако так ли велико отставание и слишком ли различны пути стандартизации?
Не вступая ни с кем в дебаты о возможности и необходимости стандартизации флексографской печати, опишу лишь несколько тенденций на рынке, направленных на определение нормативных требований к этому типу полиграфического воспроизведения.
Прежде всего, требования к любому производству всегда строятся на базе имущественных отношений и четкого понимания руководством стоящих целей и задач. Если отойти от стандартной схемы работы большинства российских предприятий, рассчитывающих получить прибыль от внедрения какоголибо оборудования максимум через год, и задуматься о серьезных инвестициях не только в оборудование и программы, как в инструментарий производства, но и о способах оптимизации уже имеющихся технологий, то сразу появляется вопрос — с чего начать?
Наверное, самый правильный ответ на этот вопрос — стандартизация. Этот термин пугает многих не только тем, что невольно переносит сознание во времена Советского Союза, плановую экономику, когда существовали стандарты для всех видов жизнедеятельности, но и однобокостью толкования, и непониманием смысла стандартизации в отношении полиграфической отрасли.
Назовем три наиболее распространенных ответа, которые приходится слышать: первый — зачем мне стандарт, когда я хочу быть гибким в отношении услуг, оказываемых заказчику; второй — я могу получать dE более низкую, по сравнению с той, что указана в соответствующем стандарте для печати; третий — я печатаю смесевыми красками, а ни один из стандартов не дает нормативов для смесевой краски.
Стандартизация в своей основе — это рационализация производства, а в данном контексте — следование общемировым стандартам ISO (иногда локальным, например ГОСТу) или, в случае отсутствия таковых, например, на производство печатных форм для офсета, флексо и т.д., — создание регламентных внутрифирменных инструкций и постоянная работа над оптимизацией производственного процесса. По сути стандартизация ничем не отличается от модных сегодня течений в менеджменте управления предприятием и качеством, таких как 20 ключей, DMAIC, «Кайдзен», «6 сигма» и т.д.
Помимо решения производственных задач, определения целевых значений для каждого из производственных участков, стандартизация имеет еще и сугубо прагматический смысл, касающийся работы с персоналом. На любом предприятии существует кадровый вопрос и связанная с этим «текучка кадров». Обученные и прошедшие различные тренинги специалисты, решая в одночасье покинуть любимую компанию, фактически уносят все накопленные ими знания, не оставляя предприятию никакого шанса восполнить потерю в короткий срок. В результате предприятие несет косвенные, а порой и прямые убытки, связанные с «утратой» работника.
Если на предприятии все процессы описаны, имеются инструкции и другая регламентная документация, то новому работнику будет гораздо проще «входить в дело» и он сможет быстрее влиться в процесс. Более того, изучение документации новым человеком нередко наталкивает его на новые пути оптимизации.
Оптимизировать производственный процесс можно до бесконечности, стандартизация помогает лишь фиксировать опорные точки, чтобы было легче работать над очередным этапом совершенствования производства.
Перед тем как рассматривать более конкретные вопросы, связанные со стандартизацией тех или иных производств, хотелось бы определить, где находится та зыбкая грань между стандартизацией и сертификацией, смысл которых очень часто путают. Стандартизация — это процесс приведения производственных процессов к эталонным значениям, описанным в соответствующем стандарте(ах) или спецификациях. Сертификация — это процесс подтверждения на локальном, государственном или международном уровне правильности внедрения стандартов на производстве и безусловное следование им. Стандартизация как процесс может существовать без сертификации, тогда как сертификация без стандартизации — не может, и существует только тогда, когда есть референсные данные, относительно которых происходит оценка. Это может быть как материальный продукт, например сертификация PSO, когда предприятие оценивают на предмет возможности печати относительно стандарта ISO 126472, так и услуги или процессы, например стандарты ISO 900x или 110хх.
Любое полиграфическое производство состоит из целого ряда отделов, либо занимающихся подготовкой к производству или самим производством, либо обслуживающими производственный процесс, например отдел маркетинга или службы сбыта. Всех их называют подсистемами, а само предприятие или так называемый рабочий поток — системой. Любую систему можно разбить на подсистемы, делая ее более детализированной для облегчения анализа и оптимизации.
В идеале все подсистемы должны взаимодействовать между собой. Именно поэтому при анализе производства требуется их выделить, нормализовать, откалибровать и описать, то есть начать стандартизацию процесса производства.
Описание подсистемы — это, пожалуй, самая сложная и продолжительная часть работы по стандартизации, требующая, однако, знаний процесса и согласованных действий с другими отделами. Она требует серьезной проработки каждого технологического элемента подсистемы. Результатом работы должен стать регламентный документ — технологическая или техническая инструкция, содержащая целевые значения.
Сводная таблица стандартов для внедрения и использования в различных типах печати
Стандарт
|
Название |
Офсетная печать |
Флексографская печать |
ISO 9000 :2005 |
Quality management systems — Fundamentals and vocabulary |
✔ |
✔ |
ISO 9001:2008 + корректуры 2009 |
Quality management systems — Requirements |
✔ |
✔ |
ISO 9004:2009 |
Managing for the sustained success of an organization — A quality management approach |
✔ |
✔ |
ISO 10006:2003 |
Quality management systems — Guidelines for quality management in projects |
✔ |
✔ |
ISO 10014:2006 |
Quality management — Guidelines for realizing financial and economic benefits |
✔ |
✔ |
ISO 19011:2011 |
Guidelines for auditing management systems |
✔ |
✔ |
ISO 15076-1:2010 |
Image technology colour management — Architecture, profile format and data structure — Part 1: Based on ICC.1:2010 |
✔ |
✔ |
ISO 15930 (серия стандартов) |
Prepress digital data exchange using PDF |
✔ |
✔ |
ISO 17972 (в разработке серия стандартов) |
Colour data exchange format. CxF |
✔ |
✔ |
ISO 12646:2008/Amd 1:2010 |
Displays for colour proofing — Characteristics and viewing conditions |
✔ |
✔ |
ISO 12647-7:2013 |
Process control for the production of half-tone colour separations, proof and production prints — Part 7: Proofing processes working directly from digital data |
✔ |
✔ |
ISO 3664:2009 |
Viewing conditions |
✔ |
✔ |
ISO 13655:2009 |
Spectral measurement and colorimetric computation for graphic arts images |
✔ |
✔ |
ISO 2846-1:2006 |
Colour and transparency of printing ink sets for four-colour printing — Part 1: Sheet-fed and heat-set web offset lithographic printing |
✔ |
- |
ISO 2846-5:2005 |
Colour and transparency of printing ink sets for four-colour printing — Part 5: Flexographic printing |
- |
✔ |
ISO 12647-2:2013 |
Process control for the production of half-tone colour separations, proof and production prints — Part 2: Offset lithographic processes |
✔ |
- |
ISO 12647-6:2012 |
Process control for the production of half-tone colour separations, proofs and production prints — Part 6: Flexographic printing |
- |
✔ |
В качестве примера можно привести Технологическую инструкцию по калибровке монитора. Для любого процесса производства (офсет или флексо) монитор должен быть откалиброван согласно стандарту ISO 12646 и 15076. Однако, если задуматься о том, что сравнение цвета на мониторе будет проводиться с отпечатком, то возникает вопрос о различной восприимчивости человеческого глаза к светящемуся объекту (монитору) и отражающему свет отпечатку. Сравнение должно проходить при нормализованном освещении близком к D50, которое регламентируется ISO 3664. На практике международные рекомендации по калибровке и профилированию мониторов немного корректируют величины, приведенные в стандарте, с учетом природы человеческого глаза, а именно: точка белого — от 5600 до 6000 К; освещенность — 120 кд/м2; гамма — 1,8; хроматическая адаптация должна делаться по Брэдфорду.
Помимо этого в регламентной документации на калибровку монитора необходимо проводить периодический тест на однородность светимости, которая не должна превышать отклонения между различными частями экрана монитора более чем 10% по всей поверхности.
Еще один пример, который объединяет различные типы печати, — цветопроба, для которой также необходимо создание регламентного документа. Любой производитель изготавливает цветопробу. Она может называться поразному, но по сути оставаться физическим носителем будущего полиграфического изделия. Для изготовления цветопробы существует стандарт ISO 126477, в котором приведены эталонные значения Lab для триадных красок и допуски при воспроизведении этих цветов. В этом стандарте приведены значения для трех видов подложек: глянцевой, полуматовой и матовой поверхностей. Все они являются белыми с цветовыми координатами L > 95, a и b = 0+/–2, но с различными значениями глянца.
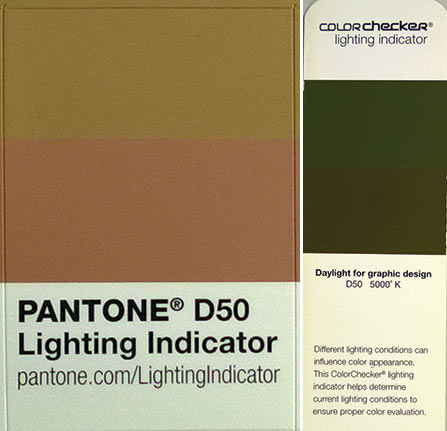
Индикаторы от компании Pantone
Естественно, что при использовании специальных материалов, например прозрачных пленок или металлизированных материалов, следовать вышеприведенному стандарту будет затруднительно. Поэтому если RIP не имеет возможности или не в состоянии воспроизвести цвет подложки, то остается провести испытания и внести в регламентирующий документ референсные значения для материалов и, вполне возможно, новые значения допусков. Эти шаги будут идентичны как для офсетного, так и для флексографского производства.
Важно также иметь в виду, что любая цветопроба с течением времени«уходит». Современные материалы для цветопроб в большинстве своем обладают повышенной стойкостью к свету и весьма близки по своим колориметрическим параметрам к реальным краскам для офсета и флексо. То же касается и традиционных запечатываемых материалов, которые к тому же не должны содержать оптический отбеливатель, катастрофически влияющий на цветовоспроизведение и инструментальную оценку. Это «время жизни» необходимо определить и зафиксировать в документации.
При регламентировании систем и подсистем необходимо не просто переписывать руководства пользователей по тому или иному устройству или программе, но и соединить все стадии воедино. В качестве соединительного элемента или элементов необходимо применять форматы файлов, например PDFX и/или JDF, а также CxF — формат передачи информации о цвете. Все эти форматы в скором времени получат свой персональный номер в галерее стандартов (см. таблицу).
Однако при визуальной оценке цветопробы или конечного печатного оттиска основным критерием стандартизации является окружающее освещение. Большинство компаний, конечно, понимают необходимость приведения освещения к стандартизованному, однако не спешат на практике реализовать это понимание. Причин тому множество, но самая главная заключается в устоявшихся традициях не придавать значение деталям, хотя стандарт ISO 3364 прямо регламентирует освещение на производстве.
Другое дело заказчик — предсказать, где он будет оценивать оттиск, практически невозможно, тем не менее производству необходимо регламентировать и эту «стадию» рабочего процесса.
На выручку приходит так называемый индикатор света, который в наглядной форме показывает, отвечает ли свет условию стандартизованного источника D50 или нет. При визуальном различии двух рядом стоящих полей можно с уверенностью сказать, что свет стандартному условию не соответствует. Подобных индикаторов на рынке можно найти много — на рисунках, например, показаны индикаторы от компании Pantone.
Все приведенные доводы свидетельствуют, что допечатная стадия производства для флексографского производства так же хорошо описана через стандарты, как и для офсетного, являясь их общей базой.