
Бумага, которая защищает. Часть2
Продолжение. Начало в №3’2014 КомпьюАрт.
Способ получения видимых непрерывных полос и/или разграниченных полей в бумаге, а также способ получения прозрачных участков в бумаге
Вследствие быстрого развития способов репродуцирования, в особенности четырехцветного копирования, все более высокие требования предъявляются к изготовлению ценных документов, чеков и банкнот. Для предотвращения репродуцирования какоголибо изображения или текста на основном материале, в частности на бумаге, с помощью простого четырехцветного копирования на копировальном устройстве желательно, чтобы участки экспонируемой поверхности излучали
и/или отражали свет, падающий на датчики или другие аналогичные элементы в копировальном устройстве, иначе, чем остальная поверхность основного материала, и тем самым могли различаться наблюдателем без какихлибо технических вспомогательных средств, то есть невооруженным глазом.
В качестве альтернативы поверхность основного материала может быть обработана так, чтобы обеспечить очень низкую отражательную способность, что может быть достигнуто за счет либо высокого поглощения падающего света, либо его пропускания.
Эти известные явления использовались ранее для усложнения подделывания способом цветного копирования, в частности предлагались всевозможные способы получения различимого отражения или интерференции. Отличительное или «необычное» отражение характеризуется тем, что свет отражается параллельно от зеркального изображения, при этом на датчик фотокопировального устройства поступает нулевой сигнал изза того, что отраженный свет лежит за пределами диапазона его измерений, то есть измеряемой поверхности или зоны, или изза того, что яркость оказывается слишком малой для измерения. Наиболее известным примером использования такого отражения является способ, называемый «частично вставленная защитная нить или полоса», который был предложен фирмой Portals Ltd и Банком Англии. Согласно этим известным способам, в бумагу частично вставляется нить или полоса, которая содержит слой или покрытие, создающее отражение, в частности полоса, содержащая металлическое покрытие с зеркальной отражающей способностью. Нить/полосу располагают таким образом, чтобы с двух сторон от нее имелось свободное пространство. При фотокопировании ценной бумаги, в которую частично вставлена такая нить из светоотражающего материала, отражающие поверхности проявляются на фотокопиях в виде темных полей.
В другом ранее предложенном способе используется интерференция отраженных световых волн различной длины. Если смотреть на поверхность, снабженную интерференционным материалом, то свет будет меняться в зависимости от угла, под которым рассматривается поверхность. Это явление невозможно воспроизвести на скопированном изображении. Эффект интерференции можно получить, например, с помощью наложения дихроматического слоя, дифракционной решетки
и/или голограммы. Однако все они являются недостаточно прочными при пользовании, поскольку могут растрескиваться и легко загрязняются, да к тому же и дорогостоящими в изготовлении.
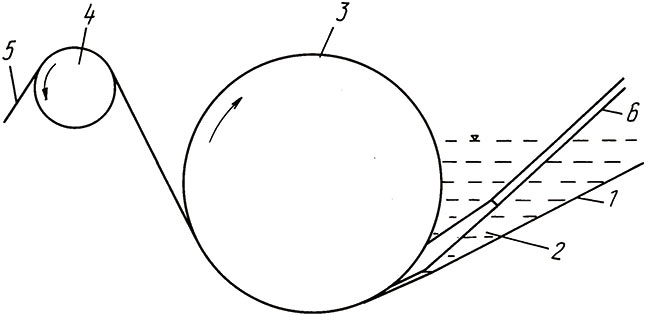
Круглосеточная (цилиндровая) бумагоделательная машина, на которой изготавливается бумага согласно настоящей технологии и в формующем устройстве которой установлено сопло, прижатое с образованием механического уплотнения к поверхности вращающегося цилиндра из проволочной сетки и обеспечивающее подачу специальной массы к этой поверхности в процессе вращения цилиндра
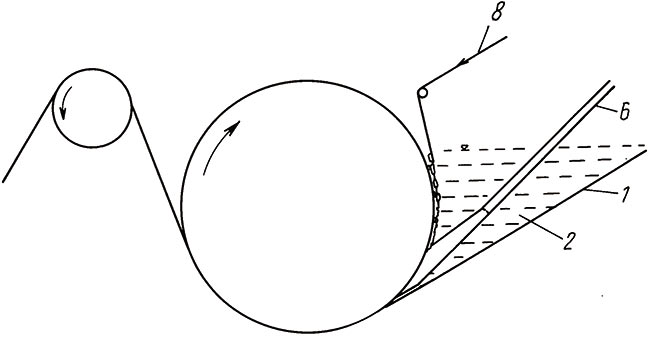
Круглосеточная бумагоделательная машина, формующее устройство которой снабжено соплом для подачи специальной массы и элементов, препятствующих обезвоживанию, в виде волокнистых лент на поверхность проволочной сетки
Применялся также прозрачный материал, например прозрачная пластмасса. Пластмассовая пленка, в частности, использовалась в австралийской банкноте, выпущенной в честь двухсотлетия колонизации. Вся банкнота изготовлена из прозрачной пластмассовой пленки с печатью белой и цветными красками, при этом часть поверхности банкноты свободна от печати, то есть прозрачна.
Кроме того, существует технология получения видимых, прозрачных или полупрозрачных непрерывных полос и/или разграниченных полей в бумаге в сочетании с формованием бумажного полотна на бумагоделательной машине. Способ получения таких эффектов заключается в том, что предотвращается обезвоживание бумажной массы/бумажных волокон или удаляются бумажные волокна с одного или нескольких участков поверхности проволочной сетки формующего устройства бумагоделательной машины одновременно с формованием на ней бумажного полотна и подается масса, которая содержит волокна, отличающиеся от другого волокнистого материала, который осаждается на проволочной сетке.
Бумага, изготовленная по этому способу, отличается тем, что имеет волокнистую структуру. Причем полосы/поля, содержащиеся в бумаге в виде включений, также имеют волокнистую структуру. Таким образом, прозрачные и/или частично прозрачные участки бумаги имеют физические свойства, аналогичные свойствам остальной части бумаги, за исключением различающихся оптических свойств. Определенная степень рассеивания всегда существует в отношении как проходящего, так и отраженного света. Рассматриваемый материал приобретает более четко выраженный характер «окна», если свет проходит через этот материал без рассеивания или отражения, что является предпочтительным. Однако если преобладает рассеяние проходящего света, то бумага при просмотре на просвет выглядит светлой, но имеет молочный оттенок. Высокая светопропускная способность всегда означает низкую непрозрачность, независимо от того, будет свет, прошедший через материал, рассеянным или нет. Таким образом, низкая непрозрачность полей/полос, включенных в бумагу, обеспечивает самые лучшие условия для предотвращения подделки путем копирования. Для того чтобы получить резкое и сплошное изображение при просмотре бумаги на просвет, рассеяние и поглощение света должны быть низкими.
Тем не менее следует понимать, что технология не ограничивается получением прозрачных полос и/или полей и что могут быть также использованы волокна, обладающие специальными свойствами, такими как глянец и цвет, и другими свойствами — флуоресцентными, фотохроматическими, термохроматическими, электрическими или светопроводящими.
Так, некоторые прозрачные волокна можно предварительно обработать и сформовать таким образом, чтобы они приобрели высокую степень глянца. Этого можно достичь, например, придав поперечному сечению некоторых волокон прямоугольную форму, то есть путем сплющивания волокон.
Образование одного или нескольких непокрытых участков поверхности проволочной сетки и подача к ним специальной массы осуществляются в сочетании с обезвоживанием остальной бумажной массы в формующем устройстве, например в формующем цилиндре. При обезвоживании с помощью формующего цилиндра происходит вращение формующего устройства, при этом одна поверхность проволочной сетки находится в контакте с бумажной массой. Внутри цилиндра создается давление, более низкое, чем давление окружающей среды, и жидкость, отсасываемая из массы, проходит сквозь проволочную сетку цилиндра, а бумажные волокна осаждаются на цилиндре в процессе его вращения.
Совместное снятие с сетки и скрепление прозрачных полос/полей, которые отличаются от остальной части бумаги, и участков, окружающих указанные полосы/поля, осуществляются во влажном состоянии бумажного полотна одновременно с его формированием на бумагоделательной машине.
Для получения видимых различий полос/полей, на которых проходит обезвоживание специальной массы, необходимо, чтобы поверхность сетки на этих участках оставалась свободной от другой массы. Этого можно достичь различными способами. Например, использовать механическое устройство, которое плотно прилегает к проволочной сетке формующего устройства с образованием уплотнения, чтобы поддерживать ее практически свободной от контакта с бумажной массой до тех пор, пока на сетке не осядет специальная масса.
Контакт поверхности проволочной сетки с другой бумажной массой также может быть практически исключен путем введения элементов, препятствующих обезвоживанию, которые в проекции на плоскость проволочной сетки имеют размеры, обеспечивающие предотвращение осаждения основной части стандартных бумажных волокон на данном участке сетки, и тем самым создают отличительный вид структуры полос/полей.
Препятствующие обезвоживанию элементы, подаваемые на проволочную сетку, могут быть в виде полос или слоев другой формы однородного и/или волокнистого материала. Они могут быть правильной или неправильной формы, иметь вид хлопьев и/или какойлибо иной вид. Кроме того, они могут быть сформированы из слоев, создающих оптическую интерференцию. Предпочтительно получать элементы, препятствующие обезвоживанию, из материала, обладающего низкой общей отражательной способностью в диапазоне видимого света, в частности из прозрачного материала, хотя могут быть использованы и непрозрачные материалы, имеющие отличительные свойства, а также материалы, которые, например, обладают термохроматическими и/или фотохроматическими свойствами. В последнем случае элементы, препятствующие обезвоживанию, предпочтительно должны иметь правильную геометрическую форму для того, чтобы их можно было легко идентифицировать в полосах/полях.
Элементы, препятствующие обезвоживанию, могут образовывать структуру из непереплетающихся волокон с поперечными связями и использоваться в виде предварительно сформованного волокнистого полотна и/или ленты из прозрачного или фотохроматического материала, который имеет низкий коэффициент общего отражения в диапазоне видимого света, а также из термохроматического или пигментированного материала, например из материала, полученного на основе волокнистого вещества, модифицированного соответствующим образом, в частности целлюлозы, регенерированной целлюлозы, акрилового или поливинилового спирта.
В случае прозрачных элементов, препятствующих обезвоживанию, можно сформовать частично прозрачные полосы/поля благодаря тому, что указанные элементы, по существу, предотвращают непрерывное обезвоживание стандартной бумажной массы на проволочной сетке и тем самым формируют прозрачную полосу/поле, которая скрепляется несколькими волокнами. Для повышения прочности частично прозрачных полос/полей можно либо подавать на них прозрачную целлюлозу и/или связующий агент, либо подвергать сформованное бумажное полотно последующей обработке прозрачным материалом, которая заключается, например, в проклейке, нанесении покрытия, лакировке и т.д.
Бумажный лист, сформованный на проволочной сетке, можно также снимать с нее вместе с одним или несколькими другими листами так, как описано ниже.
Практически свободный участок проволочной сетки может быть получен также механическим, гидравлическим или пневматическим способом путем срезания, смывки, продувки или отсасывания волокнистого слоя, который уже сформовался на проволочной сетке. Срезание может быть выполнено с помощью скребка, а смывка или продувка — воздухом и/или водой с помощью сопла, сконструированного соответствующим образом. Удалить сформованный волокнистый слой путем отсасывания также можно с помощью вакуумного устройства. Таким образом, посредством одного из указанных способов непрерывный волокнистый слой, проходящий по всей ширине проволочной сетки, может быть частично нарушен или полностью удален, после чего на свободный участок проволочной сетки подается масса, содержащая специальные волокна, которая обезвоживается на этом «обнаженном» участке.
Ширину (размер) включенной полосы/поля, которую можно реально получить, также регулируют, например, путем изменения длины специальных волокон, содержащихся в массе, а также свойств смеси наполнителя и связующего агента при их добавлении, то есть прочности полосы. Потоки и плотность массы подбирают таким образом, чтобы волокна одной или нескольких полос, включенных в бумажное полотно, соединялись или даже переплетались с волокнами остальных участков бумаги, образуя гладкое полотно. Волокна разных типов на различных участках бумаги прилипают друг к другу, образуя межволоконную компактную структуру, обладающую высокой прочностью. При этом соединения между различными участками бумажного полотна четко выражены и практически не имеют «шва». Специалисты могут легко подобрать величины потоков и плотности массы опытным путем.
К примеру, плотность как специальной, так и стандартной массы должна лежать в пределах от 1 до 10 г/л.
Различные типы массы можно подавать по разным каналам сопла формующего устройства, чтобы обеспечить осаждение на его проволочной сетке совместно со стандартной массой одной или нескольких полос прозрачной массы/целлюлозы и, по желанию, одной или нескольких полос окрашенной массы/целлюлозы или массы/целлюлозы, отличающейся какимлибо иным образом.
Для получения нескольких полей/полос напорный ящик формующего устройства также может быть разделен на секции посредством перегородок. Эти секции соединены с системами подачи массы различного типа, а по меньшей мере одна секция соединена с системой подачи массы/целлюлозы, волокна которой отличаются от обычной бумажной массы.
Может быть получена двух, трех и многослойная бумага с составом, имеющим различия в направлении толщины бумаги. Волокнистая полоса уменьшенной толщины может быть получена одним из указанных способов при формовании бумаги с высоким содержанием прозрачного материала на участках с уменьшенной толщиной, в частности прозрачных элементов, препятствующих обезвоживанию. Сформованное бумажное полотно, содержащее участки с уменьшенной толщиной, снимают с сетки вместе с прозрачным листом, который изготавливают с переменным базисным весом, то есть базисный вес листа изменяется по ширине полотна таким образом, чтобы «дополнить» участки с уменьшенной толщиной в первом полотне бумаги. Таким образом формуется слоистая структура, которая по толщине полотна содержит несколько разграниченных слоев материала.
Когда специальная масса/целлюлоза подается на формующую сетку для придания прозрачности изготавливаемой бумаге, указанная специальная масса содержит прозрачные волокна, а также, в случае необходимости, прозрачный наполнитель и/или связующий агент. Волокна могут быть синтетическими, натуральными или смешанными, как волокна регенерированной целлюлозы, поливинилового спирта, акриловые волокна и т.д. Целлюлозные и нецеллюлозные волокна могут быть смешаны. Предпочтительно, чтобы масса имела высокое содержание длинных волокон, которые могут вплетаться в окружающую влажную бумажную массу при одновременном обезвоживании этой массы на проволочной сетке. Прозрачные волокна предпочтительно должны иметь длину от 0,1 до 10 мм, а содержание длинных волокон, то есть волокон длиной от 3 до
10 мм, должно составлять около 1090%, предпочтительно около 5080%.
Используемые наполнители должны быть совместимы с прозрачными волокнами. Связующие агенты и наполнители должны иметь структуру, которая обеспечивает равномерное распределение связующего агента во влажном листе с целью предотвращения появления воздушных включений. Во избежание ненужного отражения, поглощения и рассеивания света в прозрачном поле/полосе бумаги, то есть получения «высококогерентного» светопропускания, используемые связующие агенты и наполнители предпочтительно должны быть практически проницаемыми для света тех длин волн, которые обычно используются в осветительных устройствах, то есть для видимого света. Коэффициент отражения наполнителей и связующих агентов в максимальной степени должен соответствовать используемым материалам прозрачных волокон.
Если в полотне требуется сформировать прозрачные полосы/поля, особенно важно, чтобы получаемая бумага была плоской и имела гладкую поверхность с целью исключения ненужного рассеивания света в листе бумаги. Неровности в готовой бумаге при просмотре на просвет создают расплывчатое нечеткое изображение, что также должно быть исключено. «Высококогерентного» светопропускания в прозрачных полях/полосах можно также достичь, подвергая бумагу обычной последующей обработке, в частности мокрому прессованию, сушке, проклейке и каландрированию, а также за счет набухания, стеклования, плавления и химического растворения или разрушения поверхности.
Полосы/поля, включенные в бумагу, должны легко обнаруживаться и идентифицироваться без применения дорогостоящего оборудования, сконструированного для этих целей. В целом защита ценного документа обеспечивается путем включения нескольких известных защитных элементов — как первичных, так и вторичных. В данном контексте под первичными защитными элементами понимаются такие элементы, которые могут быть видны и легко идентифицированы без помощи специального оборудования, в то время как вторичные защитные элементы обычно невидимы и часто могут быть идентифицированы только с помощью специального измерительного оборудования.
С целью дальнейшего улучшения защиты поля/полосы, сформированные в бумаге, могут быть дополнены разными первичными и/или вторичными защитными элементами, например элементами, содержащими магнитный, флуоресцентный, металлический, светоотражающий, электропроводящий, светопропускающий или светорассеивающий материал. Кроме того, в бумагу могут быть включены различные типы водяных знаков, а также защитная печать. Все эти меры, дополнительно повышающие степень защиты, могут быть реализованы в процессе формования бумажного полотна на цилиндре из проволочной сетки. Таким образом, ценный документ, содержащий включения из различных защитных элементов, может быть изготовлен на одной стадии производственного процесса.
Бумага с термочувствительной индикацией
Известна ценная бумага, состоящая из бумагиосновы, покрытой смесью цветообразующего красителя в лейкоформе, наполнителя (например, мела) и связующего (крахмал, латексы). При этом цветопроявление осуществляют штемпелем со смесью темной краски и реагента кислотного характера с образованием вокруг темного красочного оттиска цветного ореола. Процесс идет за счет химического взаимодействия цветообразующего красителя и реагента кислотного характера.
Еще одна технология описывает бумагу, состоящую из основы и покрытия, содержащего металлическую соль, которое при нагревании меняет свою окраску.
Суть описываемой технологии заключается в том, что бумага содержит термочувствительное покрытие и жирорастворимый краситель с размером частиц
710 мкм, диспергированный в бумажной массе. Термочувствительное покрытие состоит из распределенных в связующем желатиновых микрокапсул диаметром
1,01,5 мкм с 0,150,30% мас. раствором жирорастворимого красителя в смеси касторового масла, ксилола и диметилформамида. На оболочках микрокапсул осаждена стеариновая кислота. За счет этого повышается степень защищенности бумаги в отношении несанкционированного ее производства и фальсификации информационного содержания.
Стеариновая кислота на первом этапе играет роль маскирующего агента окраски микрокапсул, а затем обеспечивает равномерность цветового фона бумаги. Размер дисперсных частиц жирорастворимого красителя обоснован необходимостью его маскировки в бумаге. В случае использования раствора жирорастворимого красителя с концентрацией меньше 0,15 и больше 0,30% разница между проявленными и непроявленными участками по насыщенности цвета уменьшается, то есть эффект термочувствительности бумаги ослабевает.
При тепловом воздействии (локально или по всей площади) на бумажный лист при температуре
6970 °C происходит плавление стеариновой кислоты, находящейся на оболочках микрокапсул. Одновременно, по мере дальнейшего нагревания бумаги, внутри микрокапсул возникает избыточное давление, которое обеспечивает диффузию раствора красителя через оболочки. В районе 130140 °C оболочки разрушаются, капельки раствора смешиваются с расплавом стеариновой кислоты, сливаются друг с другом и равномерно распределяются на поверхности бумаги, окрашивая ее и создавая общий цветовой фон. Одновременно присутствующие в бумаге диметилформамид, ксилол и касторовое масло воздействуют на дисперсные частицы жирорастворимого красителя, которые проявляются в виде ярко окрашенных точек по всему полю.
Таким образом, термочувствительная защита бумаги проявляется в виде образования окрашенного фона и интенсивно окрашенных отдельных точек в местах воздействия тепла (130140 °C). В случае действия только растворителя, например при попытке вытравливания, подчистки с целью фальсификации содержащейся на бумаге информации, то есть подделки, выявляются только ярко окрашенные дисперсные частички красителя, а общего окрашенного фона при этом не образуется.
Бумага с высококачественными водяными знаками
Описываемый способ включает приготовление суспензии для производства бумаги, содержащей волокна целлюлозы и волокна поливинилового спирта, которые растворимы в воде при 95100 °С и имеют длину 35 мм, обезвоживание суспензии для производства бумаги на тисненой проволочной сетке или другим методом с использованием тисненой поверхности, в которой тиснение создает профиль в виде чередующихся выступов и впадин, соответствующих светлым и темным местам водяного знака. Сформированную таким образом бумагу с рисунком водяного знака после обезвоживания сушат, в результате чего получают защищенную бумагу.
Качественные водяные знаки
Прочность бумаги на разрыв может быть повышена путем использования сравнительно длинных синтетических волокон. Хлопковые волокна, используемые в производстве защищенной бумаги, такой, как бумага для банкнот, обычно имеют длину 1 мм. В то же время синтетические волокна, служащие для повышения прочности на разрыв, обычно бывают длиной от 3 до 5 мм. Устойчивость бумаги к складыванию и растяжению, как правило, повышается при добавлении синтетических волокон, только если такие волокна могут быть эффективно связаны с окружающей матрицей хлопковых волокон. Подобного типа связывание раньше достигалось тремя методами:
1. Использование волокна, способного к образованию водородной связи, такого, как вискозное или волокно поливинилового спирта (ПВС). Этот метод имеет ограниченную ценность изза того, что площадь поверхности синтетических волокон обычно гораздо меньше, чем натуральных, вследствие чего сила водородной связи с отдельными синтетическими волокнами пропорционально меньше, чем у целлюлозного волокна. Это снижение силы связи только частично компенсируется использованием волокон более длинных, чем целлюлозные или другие натуральные волокна.
2. Некоторую пользу приносит метод пропитки основы сильно связывающим компонентом, таким как ПВС или желатин. На практике этот метод оказывается довольно неэффективным без применения систем, основанных на растворителях, и/или горячего каландрирования, что нежелательно изза высокой стоимости последнего. Соображения экологической безопасности также делают неприемлемым использование систем, основанных на растворителях.
3. Применяется также связующее волокно в сочетании с армирующим синтетическим волокном. При этом связующее волокно должно иметь способность или плавиться, или растворяться в процессе сушки, способствуя тем самым связыванию синтетических и натуральных компонентов волокнистой основы.
Использование нерастворимых волокон поливинилового спирта улучшает прочность и жесткость бумаги по сравнению с бумагой, содержащей только целлюлозные волокна. По сравнению с бумагой, в состав которой входят другие синтетические волокна, такие, как полиамидные или полиэтиленовые, бумага с волокнами ПВС обладает более высокими характеристиками как по жесткости, так и по четкости водяных знаков. Растворимые волокна поливинилового спирта способны полностью растворяться в воде при температуре 60 °C или выше. Молекулы ПВС действуют в качестве связующего агента и могут придавать поверхности бумаги такие свойства, которые исключают необходимость ее дальнейшей дополнительной обработки, требуемой обычно для выполнения качественной печати. Ясно, что приемлемое качество водяных знаков достигается даже несмотря на использование синтетического волокна, в частности нерастворимых волокон поливинилового спирта.
В описываемой нами технологии получение защищенной бумаги, обладающей повышенной прочностью по сравнению с аналогичной бумагой на основе исключительно целлюлозных волокон, а также имеющей более высокое качество водяных знаков по сравнению с другими видами бумаг с применением нерастворимых волокон ПВС, достигается благодаря добавлению в ее рецептуру определенного количества волокон поливинилового спирта, способных растворяться при температурах в диапазоне от 95 до 100 °C.
Оценка качества водяного знака является в значительной мере субъективным делом. Тем не менее можно выделить несколько критериев качества. Высококачественный водяной знак отличается тремя ключевыми признаками: вопервых, он должен быть четко очерченным, то есть изображение не должно быть расплывчатым или смазанным. Вовторых, он должен быть высококонтрастным; то есть должна иметься заметная разница между светлыми и темными местами при рассматривании в проходящем свете. Втретьих, для того, чтобы обеспечить максимальный эффект водяного знака и гарантировать устойчивое воспроизведение его изображения, фоновая основа бумаги (места без водяных знаков) должна быть однородной.
Традиционный подход к использованию синтетических волокон в производстве бумаги требует от специалиста в данной области умения выбирать волокно, имеющее максимум водородных связей, максимальную длину, совместимую с основой бумаги и с оптимальной системой химического связывания. Следует также уяснить, что, в частности, прочность на разрыв зависит в первую очередь от прочности волокон, а свойства, определяющие способность к складыванию пополам, зависят как от прочности волокна, так и от прочности связывания.
В производстве защищенной бумаги, такой как бумага для банкнот, очень важно максимально улучшить два важнейших физических свойства, а именно — прочность на разрыв и возможное число складываний пополам. Для того чтобы достичь хороших результатов в отношении этих двух физических характеристик, следует использовать армирующее волокно, которое не разрушается ни при нагреве, ни при смачивании водой. Обнаружено, что применение волокон поливинилового спирта, обладающих способностью растворяться в процессе производства бумаги при температурах от 95 до 100 °C, обеспечивает прочностные характеристики бумаги в течение всего процесса ее производства, включая стадии сушки.
Хорошо известно, что если подвижность бумагообразующих волокон недостаточна, то водяной знак становится слабым либо фактически неразличимым. Это объясняется или недостаточностью гидродинамических сил для движения волокон, или затруднениями для движения волокон изза их большой длины. Такая иммобилизация не дает возможности волокнам аккумулироваться в углублениях профиля, предназначенного для образования водяных знаков, и мигрировать с выступов этого профиля во время процесса образования знака, что приводит к низкому качеству водяного знака. Хорошо известно, что причиной образования водяного знака с гораздо более низким качеством является большая длина синтетических волокон именно изза их более низкой подвижности.
Так вот, волокна поливинилового спирта, растворимые в воде при температуре от 95 до 100 °C, вследствие присущей им гладкости обнаруживают гораздо более высокую подвижность в процессе производства бумаги, что, в свою очередь, приводит к заметному улучшению качества водяного знака по сравнению с бумагой, содержащей нерастворимые волокна поливинилового спирта.
Когда бумагообразующие волокна находятся в виде суспензии, то есть перед началом процесса формирования бумаги, концентрация волокон обычно составляет 0,2%. При такой концентрации наблюдается естественная тенденция волокон к взаимодействию. В случае если волокна длинные, такое взаимодействие приводит к их взаимному сцеплению. Это, в свою очередь, может привести к флоккуляции (выпадению хлопьев), причем тенденция к сцеплению или флоккуляции заметно слабее в дисперсии волокон вследствие присутствия в суспензии волокон поливинилового спирта.
Использование волокон поливинилового спирта, растворимых в воде, при температурах от 95 до 100 °C позволяет повысить прочность свойств бумаги, а также получить водяные знаки превосходного качества. Это действительно уникальная комбинация ценных свойств, которая не получается в случае применения других водорастворимых волокон поливинилового спирта.
Наиболее предпочтительным является использование волокон поливинилового спирта, которые получаются в процессе мокрого формования.
* * *
Все, о чем мы здесь рассказали, — лишь малая толика огромного пласта технологий по защите печатных изделий. Журнальный формат не позволяет нам подробно описать все болееменее значимые технологии сегодняшнего дня, недавнего прошлого и недалекого будущего. Но тем и хороши периодические издания, что мы можем вернуться к интересным темам в будущих номерах.