
Автоматическая настройка накатной группы красочного аппарата
Красочные аппараты входят в состав офсетной печатной секции и располагаются вплотную к печатной форме, поскольку краска наносится на форму контактным способом. Они должны обеспечить стабильное и равномерное нанесение требуемого количества краски на форму с возможностью бесступенчатой регулировки ее подачи и быстрым выходом на рабочий режим. В зависимости от консистенции красок красочные аппараты подразделяются на аппараты для вязких и жидких красок. В машинах высокой и плоской офсетной печати традиционно используются вязкие краски.
Принцип работы красочных аппаратов для вязких красок основан на отделении от общей массы краски, размещенной в красочном ящике, порции краски, которая затем раскатывается, уменьшаясь по толщине до требуемого значения, после чего накатывается на печатную форму. Процесс подготовки равномерного красочного слоя осуществляется последовательно тремя группами красочного аппарата:
• краскоподающей или краскопитающей группой, предназначенной для вывода краски из красочного ящика и подачи ее в раскатную группу;
• раскатной группой, обеспечивающей создание равномерного сплошного красочного слоя для передачи его накатным валикам;
• накатной группой, предназначенной для нанесения тонкого равномерного слоя краски на печатающие элементы формы.
При стационарном процессе печатания в результате действия краскопитающей и раскатной групп формируется стабильный красочный поток, который, перемещаясь к форме, становится все тоньше благодаря тому, что в каждой зоне контакта валиков красочного аппарата происходит сложение и деление красочных слоев. Накатная группа красочного аппарата осуществляет финишную операцию по нанесению накатными валиками тонкого, равномерного слоя краски на печатающие элементы формы.
Накатные валики не имеют принудительного привода. Они упруго взаимодействуют с печатной формой и раскатными цилиндрами, вращаясь за счет сил фрикционного сцепления с ними. Процесс нанесения краски на форму сопровождают два встречных потока краски, один из которых — рабочий, обеспечивающий накат краски на форму, другой — обратный, образующийся после контакта накатных валиков с формой. В момент контакта каждого накатного валика с печатающими элементами формы на их поверхности остаются невостребованные участки краски, уходящие в раскатную группу. Это так называемый оборотный красочный рельеф, который образуется изза наличия на форме пробельных участков, не воспринимающих краску, и который для поддержания стабильной работы красочного аппарата необходимо разрушить в раскатной группе. С учетом индивидуальности каждой печатной формы характер оборотного красочного рельефа также индивидуален, что не позволяет создать идеальный для всех случаев красочный аппарат.
Для оптимизации процесса нанесения краски на форму ведущими мировыми производителями печатного оборудования разработаны специальные программы расчета красочных аппаратов офсетных печатных машин. С помощью этих программ определяются наиболее короткие пути проводки краски к форме, варианты построения красочного аппарата, его основные конструктивные параметры, а также оценивается его работоспособность. Оптимальный путь прохождения потока краски предусматривает максимальную подачу ее на два первых накатных валика, что составляет до 90% от основного объема. Остальные накатные валики передают оставшиеся 10% краски на форму, одновременно выравнивая предварительно нанесенный красочный слой.
Как правило, в красочном аппарате листовых офсетных машин количество накатных валиков равно четырем, а в рулонных машинах — двум или трем. Диаметры накатных валиков и расстояния между ними выбираются таким образом, чтобы печатающие элементы формы, по возможности, встречались с различными участками валиков. Для этого расстояние между парой накатных валиков не должно быть кратным диаметру этих валиков. Подобная расстановка способствует нанесению равномерного слоя краски с меньшей вероятностью шаблонирования, которое может проявляться в наложении ранее использованных печатающих или пробельных элементов сюжета формы на оттиск. Причиной шаблонирования является наличие неразрушенного оборотного красочного рельефа, что может способствовать появлению вторичного, так называемого паразитного красочного рельефа на форме или его фрагментов.
Качество печати зависит от равномерности нанесения краски на печатную форму, что определяется точностью установки накатных валиков относительно формы и раскатных цилиндров. Для этого валики фиксируются в специальных замках, которые позволяют точно регулировать усилие их прижима к форме и раскатным цилиндрам. Нарушение правильной установки накатных валиков вызывает изменения в равномерности красочного слоя при нанесении его на форму. Каждый валик накатной группы находится между двумя ведущими приводными цилиндрическими поверхностями (раскатным и формным цилиндрами). Накатные валики вращаются относительно своей неподвижной оси за счет сил трения, что необходимо учитывать при регулировке их положения и усилия прижима к форме и раскатному цилиндру. Существует определенный порядок установки накатных валиков, когда накатной валик сначала выставляется относительно раскатного цилиндра, а затем — относительно поверхности формы. В настоящее время применяются различные конструкции механизмов установки накатных валиков (замков), которые, независимо от схемы их построения, характеризуются общими признаками:
• в период подготовки машины к печатанию или при автоматическом прекращении процесса печатания накатные валики должны быть отставлены от формного цилиндра для того, чтобы печатная форма не перенасыщалась краской. Для этого накатные валики упруго поджимаются к форме пружиной или с помощью пневматики;
• каждый накатной валик вместе с напрессованными на его шейки подшипниками закрепляется в специальных замках, которые позволяют регулировать его положение относительно раскатного цилиндра и формы, а также оперативно снимать и устанавливать их в красочный аппарат.
На рис. 1 показан вариант крепления валиков накатной группы, где каждый накатной валик 1 фиксируется с двух сторон замками, закрепленными в подвесках 2, установленных относительно стенок машины в эксцентричных втулках 3 и 7. Благодаря действию пружин сжатия 4 накатной валик упруго поджимается к форме 5 и раскатному цилиндру 6. При повороте втулок 3 изменяется усилие прижатия валика к раскатному цилиндру 6, а с помощью эксцентричных втулок 7, опирающихся на поверхность рычагов 8, регулируется прижим относительно раскатного цилиндра. При отставке валиков рычаги 8 автоматически или вручную поворачиваются и, сжимая пружину, отводят все валики от формы (на схеме положение валика 1 при отставке показано пунктиром). Эксцентричные втулки поворачиваются печатником вручную червячными, винтовыми или рычажными механизмами, управление которыми для удобства обслуживания выведено на стенки машины.
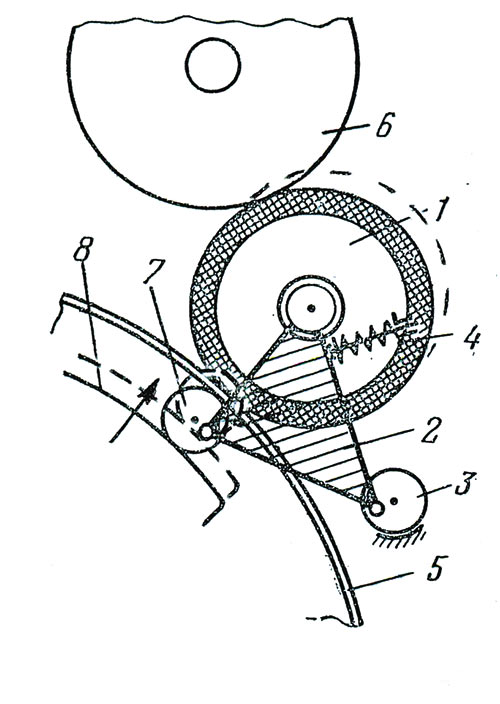
Рис. 1. Схема механизма установки и регулировки накатного валика
Настройка накатных валиков требует соблюдения определенных требований при их установке. Перекос или сильный прижим накатных валиков к раскатному цилиндру может привести к полошению, тенению, неравномерности печати. Результаты подобного нарушения не только будут сказываться на качестве печати, но и вызовут преждевременный износ печатной формы и самих валиков. В то же время сильный прижим валиков к форме может вызвать отжатие с ее поверхности слоя увлажняющего раствора и частичную зашлифовку поверхности формы, что нарушит ее микрогеометрию. В любом случае, излишнее силовое взаимодействие в зонах контакта эластичного накатного валика вызовет активный износ его поверхности.
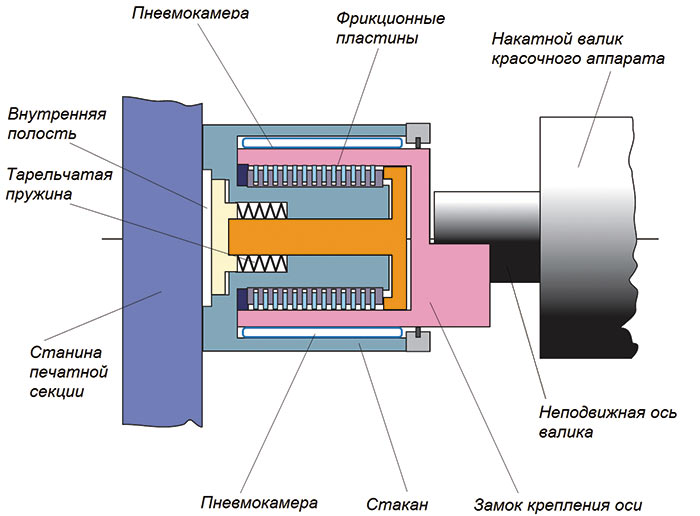
Рис. 2. Конструкция механизма автоматической настройки положения накатного валика
Следует учитывать, что валики, слабо установленные относительно печатной формы, вызывают непропечатку красочного изображения на запечатываемом материале и могут стать причиной полошения, которое проявляется на оттисках в виде поперечных полос с нарушением оптической плотности. Кроме того, причиной полошения довольно часто становится износ опорных элементов накатных валиков или их частичное разрушение, в результате чего в момент входа их в рабочую зону формного цилиндра изза кромочного удара они начинают «скакать», что приводит к нарушению качества печати.
Операция настройки накатных валиков проводится вручную и, как правило, требует достаточно много времени. Однако, благодаря разработанной концерном КБА конструкции, настройка накатных валиков в красочном аппарате рулонной печатной машины может быть автоматизирована, что позволит дистанционно регулировать и контролировать величину давления в зонах контакта, а также осуществлять их отставку. С этой целью каждый накатной валик устанавливается в замках, которые размещаются внутри стаканов, закрепленных на стенке машины. На рис. 2 показано крепление накатного валика со стороны привода. Накатные валики традиционно выполнены в виде полых цилиндров, покрытых эластичным материалом и свободно установленных на игольчатых подшипниках относительно неподвижной оси, фиксируемой в замках. Между корпусом замка и внутренней поверхностью стакана симметрично расположены четыре камеры мембранного типа (пневмокамеры), каждая из которых связана с воздушной сетью и предназначена для регулирования положения накатных валиков относительно раскатного и формного цилиндров. Регулирование положения накатного валика осуществляется при подаче во внутреннюю полость стакана воздуха для снятия нагрузки с тарельчатых пружин, что позволяет уменьшить сцепление фрикционных пластин в опорных стаканах для дальнейшего перемещения замка накатного валика. После этого давление в пневмокамерах изменяется, в результате чего накатной валик имеет возможность перемещаться в ту или иную сторону за счет смещения его оси относительно неподвижных стаканов.
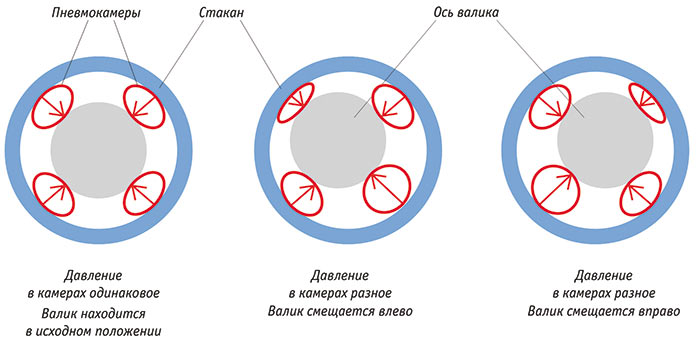
Рис. 3. Регулировка положения накатного валика при изменении давления в пневмокамерах
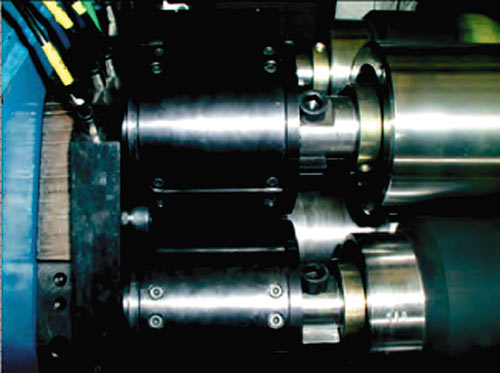
Рис. 4. Внешний вид механизмов крепления накатных валиков
На рис. 3 показаны варианты позиционирования накатного валика в зависимости от разницы давления в пневмокамерах. Наличие пневматики позволяет обеспечить при определенной разнице давления в пневмокамерах точную, без перекоса, установку накатных валиков относительно формного и раскатного цилиндров. После корректировки положения накатного валика давление внутри стакана и пневмокамерах снимается, в результате чего тарельчатая пружина фиксирует замки накатного валика в новом положении. Внешний вид механизмов крепления двух накатных валиков со стороны привода машины показан на рис. 4.
Управление настройкой и отставкой накатных валиков осуществляется системами пневмоавтоматики в автоматическом режиме в соответствии с разработанным алгоритмом. Новая оригинальная конструкция установки накатных валиков позволяет печатнику дистанционно, с пульта управления, оперативно проводить точное позиционирование каждого накатного валика, а также регулировать и контролировать усилие его силового взаимодействия с формой и раскатным цилиндром. Операция настройки существенно облегчается и ускоряет подготовку красочных аппаратов рулонной печатной машины к работе, позволяя в считанные минуты одновременно провести регулировку и контроль позиционирования накатных валиков, количество которых в современных газетных машинах достигает нескольких десятков.