
Особенности УФ-лакирования
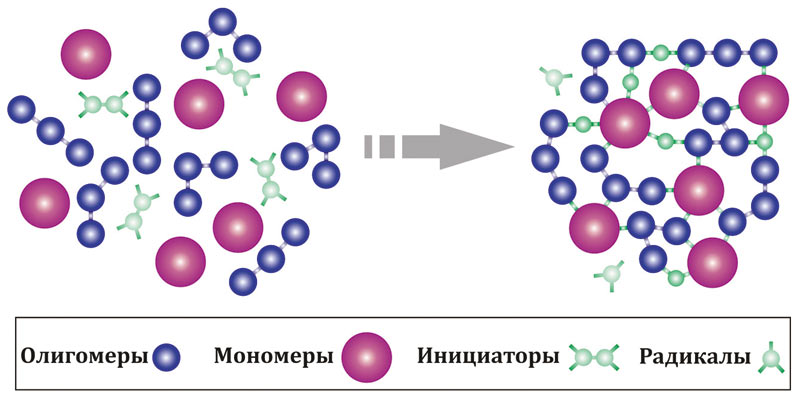
УФлаки — это лаки, отверждение которых происходит под воздействием УФизлучения. Уфлаки не содержат летучих компонентов и состоят из акрилатолигомеров, акрилатполимеров и фотоинициаторов.
Акрилатолигомеры УФлаков — это подлежащие сшивке вещества, которые определяют вязкость лака. Акрилатполимеры обеспечивают твердость, глянец УФлака и его стойкость к истиранию. Фотоинициаторы в составе УФлаков спрособствуют быстрому отверждению и высыханию лака. Образующиеся в результате воздействия УФизлучения покрытия обладают высокой механической прочностью, отличным глянцем и износостойкостью — и все это они приобретают в течение нескольких секунд.
Сфера применения УФлаков очень широка.
Различают радикальные и катионные УФлаки. Отверждение радикальных УФлаков завершается сразу после того, как обработанная поверхность покидает зону сушки. Полное высыхание катионных УФлаков заканчивается только по прошествии нескольких часов (или даже дней). Фотоинициаторы радикальных УФлаков при отверждении распадаются на соединения, образующие красочную пленку, подобную полимерной. Фотоинициаторы катионных УФлаков при воздействии УФизлучения запускают механизм задубливания и разлагают кислоты, которые воздействуют на связующее вещество.
Катализатор катионного отверждения состоит из низковязких алифатических эпоксидов (эпоксидных смол) и содержит соли четвертичных ониевых катионов и анионов кислот Льюиса.
При облучении соли распадаются на положительно и отрицательно заряженные частицы (катион и анион) с образованием очень активного катиона, который перемещается, присоединяясь к отрицательному концу полярного соединения другой эпоксидной группы. Это перемещение вызывает цепную реакцию. Наращивание цепи продолжается до тех пор, пока не произойдет ее обрыв вследствие полного израсходования активных катионов или отверждение полимера, что ограничит подвижность молекул с потерей возможности реагентам сблизиться и продолжить процесс.
Следует иметь в виду, что инициированная УФизлучением реакция продолжается, стремясь полностью израсходовать реагенты. Это означает, что даже при дальнейшем отсутствии УФизлучения реакция будет продолжаться. Этот процесс может происходить и в темноте, поэтому называется вторичным отверждением (secondary hardening) или темновой реакцией.
Главные особенности катионных УФлаков (и красок!) — низкая чувствительность к кислороду и возможность дальнейшего протекания полимеризации даже в темноте. Начальный мощный импульс УФоблучения необходим для высокого выхода инициирующих катионов. Скорость катионных композиций закрепления ниже, чем у радикальных, но зато внутренние напряжения в отвержденном полимере успевают релаксировать за счет конформационных перегруппировок макромолекулярных цепей. Поэтому катионные УФлаки имеют очень высокую адгезию, в том числе и к проблемным субстратам.
Катионные УФлаки во многом превосходят радикальные, но стоят значительно дороже. Применение катионных композиций целесообразно только в тех случаях, когда требуется очень высокая адгезия к пластикам и металлам или предъявляются жесткие требования к термостойкости и химической устойчивости красочного оттиска.
Еще одно достоинство катионных систем — отсутствие проблем с раздражающим действием и запахом, присущих радикальным краскам.
В основном на практике применяют лаки только с одним типом полимеризации — радикальным. Это объясняется тем, что материалы с катионным механизмом отверждения чувствительны также к воздействию спиртов и влаги, которые присутствуют в офсетном способе печати. Но это не значит, что катионные лаки совсем не используют. Подробнее мы расскажем об этом далее в сегодняшнем материале.
Отверждение за счет радикальной фотополимеризации
Лакирование оттисков УФлаками проводится с использованием печатных машин всех основных способов печати: офсетного, флексографского, высокого, глубокого, трафаретного. Для нанесения УФлаков на оттиски также применяют специализированные лакировальные машины.
В офсетных печатных машинах лакирование УФлаками может проводиться в лакировальной секции (прямой способ), через красочный и увлажняющий аппараты (косвенные способы).
Самыми распространенными способами нанесения УФлака на оттиски являются нанесение лака через лакировальные секции офсетных и флексографских печатных машин.
Отверждение лаковой пленки на оттиске происходит за счет радикальной фотополимеризации мономеров акрила, которая инициируется воздействием УФизлучения с длиной волны 300400 нм. Источниками УФизлучения являются УФлампы. Производители УФламп рекомендуют для каждого типа лакировальных устройств и вида работ специальные УФлампы. В устройстве УФотверждения предусмотрено включение и выключение каждой УФлампы по отдельности. В некоторых печатных и лакировальных машинах имеется возможность регулирования мощности источника УФизлучения. В современных печатных и лакировальных машинах реализована бесступенчатая регулировка мощности источников УФизлучения с помощью управляющего устройства. Использование нескольких УФизлучателей позволяет увеличить скорость лакирования.
Полный процесс фотополимеризации заканчивается через несколько часов после УФоблучения. Для улучшения прочностных свойств лаковой пленки оттисков иногда дополнительно используют ИКоблучение. Необходимое время отверждения и интенсивность УФизлучения зависят от скорости работы печатной машины и количества наносимого УФлака.
Например, довольно известные лаки Senolit компании Weilburger отверждаются интенсивным УФизлучателем с погонной мощностью УФизлучения около 120 Вт/см при средней скорости работы 40 м/мин.
Кроме УФламп важным элементом устройства УФотверждения является рефлектор (отражатель). Без него на оттиски не попадает приблизительно 80% излучения УФлампы. Рефлекторы значительно увеличивают скорость фотополимеризации и эффективность УФотверждения.
УФ-лампы
За УФотверждающим устройством следует охлаждающее устройство, которое позволяет избежать сильного разогрева отлакированных листов в процессе лакирования. Многие устройства УФотверждения оснащены охлаждающим устройством с холодильником и системой затвора (закрытия УФламп).
Важно своевременно чистить рефлекторы, так как со временем на них оседает пыль. Следует обращаться с УФлампами и рефлекторами с осторожностью и следить за их состоянием. УФлампы должны меняться согласно сроку их службы, который указывается фирмойизготовителем в часах. Для этого нужно фиксировать время установки и эксплуатации ламп. На рефлекторе и УФлампе не должны оставаться следы пальцев. Рекомендуется проводить чистку рефлекторов и ламп изопропиловым спиртом с использованием безворсовой салфетки.
Время УФоблучения составляет около 1 с. Полученная степень отверждения лаковой пленки позволяет проводить дальнейшую послепечатную обработку. При этом конечных эксплуатационных свойств (адгезии, износостойкости, стойкости к царапанью) лаковая пленка достигнет только через несколько дней. Это зависит от свойств лакируемого материала, красок, УФлака и других факторов.
Температура приемной стопы оттисков должна быть низкой — около 30 °С. В процессе лакирования следует проверить, нельзя ли обеспечить качественное лакирование с меньшей мощностью УФламп или с меньшим их количеством. С увеличением скорости работы печатной или лакировальной машины мощность устройства УФотверждения повышают.
Требования к УФ-лакам
В зависимости от требований к готовой продукции, лакируемого материала, конструкции лакировальной секции к лакам предъявляют различные требования. Для каждого способа нанесения УФлака имеются свои специфические условия, которые могут изменяться в зависимости от обрабатываемого материала и т.д. В связи с этим прежде всего следует провести выбор подходящего УФлака и ознакомиться с инструкцией по его применению, что поможет сэкономить время изготовления лакированной продукции и избежать проблем при лакировании.
В зависимости от разных требований производители УФлаков разрабатывают конкретные рецептуры лаков.
Подготовка к лакированию УФ-лаком
Перед началом лакирования измеряют условную вязкость УФлака воронкой с отверстием диаметром 4 мм. Для высоковязких лаков применяют воронку с отверстием 8 мм. УФлак необходимо тщательно перемешать и измерить его температуру. Обычно условная вязкость, которая представлена в аннотации к лаку, измерена при температуре 20 °С. Если температура УФлака выше или ниже 20 °С, условная вязкость будет отличаться от указанной. В связи с этим рекомендуют хранить и использовать УФлак при комнатной температуре. Для измерения условной вязкости лака воронку погружают до краев в резервуар с лаком, вынимают и засекают время полного вытекания УФлака из воронки, когда прерывается лаковая «нить», выходящая из отверстия воронки. Если измерение условной вязкости лака производят в процессе лакирования на лаконаносящем устройстве, следует обратить внимание на то, чтобы в воронке отсутствовала пена, так как она обычно искажает результаты измерения. Если значение условной вязкости не соответствует требуемому, следует откорректировать вязкость или заменить УФлак.
Обычно вязкость УФлаков в большей степени зависит от температурных колебаний, чем вязкость ВДлаков. Для уменьшения вязкости лака и улучшения его растекания УФлак предварительно разогревают до температуры 40 °С, при этом более высокая температура уже не влияет на вязкость УФлака. Вязкость УФлака можно уменьшить добавлением в лак разбавителя.

Вискозиметр ВЗ-4 в наборе для измерения вязкости
УФлаки хранятся при температуре 535 °С вдали от источников тепла и прямых солнечных лучей. Не следует хранить УФлаки вместе с окислителями, щелочами и кислотами. Если УФлак переморожен, применять его не следует.
Прямое нанесение УФ-лака на лакировальной машине
При лакировании УФлаком на лакировальной машине «по сухому» по грунтовому лаку (лакупраймеру) достигается самый высокий глянец. В этом случае можно подобрать УФлак меньшей стоимости. При использовании глянцевых или матовых грунтовочных лаков для последующего выборочного лакирования УФлаком можно создавать эффектные контрасты с изображением, покрытым УФлаком.
В лакировальных машинах УФлак наносится прямым способом без промежуточных носителей. Количество наносимого УФлака равно 810 г/м2.
Наносящий УФлак валик является одновременно формным цилиндром, поэтому возможно только сплошное лакирование. При этом наносится более толстый слой УФлака, что повышает глянец лаковой пленки оттиска.
Существуют лакировальные машины, которые могут проводить реверсное лакирование для выравнивания лакового слоя. Реверсное лакирование используется, например, для изготовления открыток с высоким глянцем. Недостатком способа лакирования с помощью реверсного валика является значительное снижение скорости процесса, поэтому такой способ лакирования используется редко.
При лакировании УФлаком «по сухому» по масляным краскам необходимо выполнить предварительную грунтовку поверхности оттисков лакомпраймером. В случае печати тиража масляными красками толстым слоем без грунтовки запечатанной поверхности оттиска и последующего лакирования УФлаком заметна разница в глянце незапечатанной и запечатанной поверхности оттиска. При этом может происходить отслаивание УФлака и возникновение пузырей, а нестойкие к спирту и щелочи масляные краски при лакировании УФлаком могут изменять свой цвет.
Иногда данный эффект проявляется через некоторое время, при этом окраска становится неравномерной и пятнистой. Такой эффект называют «эффект древесины». Он может появиться на пурпурной краске от триады и на других красках, нестойких к растворителям, например на некоторых красках системы смешения Pantone.
Во избежание изменения цветовых оттенков оттисков следует применять печатные краски, устойчивые к действию щелочей и растворителей, в соответствии с DIN 16524/25.
Грунтовка поверхности оттисков ВДлакомпраймером по указанным краскам тоже может изменить их цветовой оттенок, но в этом случае плашки будут иметь равномерную окраску.
В случае лакирования УФлаком без предварительного покрытия поверхности запечатанного оттиска грунтовочным лаком необходимо правильно подобрать краску и лак, провести предварительные испытания, чтобы не было проблем при лакировании всего тиража печатной продукции.
Не рекомендуется лакировать УФлаком оттиски, запечатанные обычными металлизированными красками, без их грунтовки лакомпраймером, так как иначе УФлак не закрепляется. Иногда даже с грунтовкой УФлак на металлизированных красках может не закрепиться.
В некоторых типографиях для грунтовки поверхности запечатанных оттисков применяют масляные лаки, но они долго отверждаются. Кроме того, масляные лаки со временем приобретают желтый оттенок, а также требуют применения большого количества противоотмарывающего порошка. Таким способом грунтовки оттисков получить высокоглянцевую лаковую пленку сложно, так как противоотмарывающий порошок ложится на оттиск неравномерно, соответственно и УФлак ложится на оттиск неровным слоем. Кроме того, проблему может вызвать плохая смачиваемость УФлаком поверхности масляного лака.
В решении проблемы повышения глянца может помочь ИКоблучение слоя УФлака. При этом улучшается растекание УФлака и увеличивается скорость его отверждения, а также повышается прочность лаковой пленки оттиска. Однако при этом возрастает температура в приемной стопе листов. Кроме того, ИКизлучение глубоко проникает в слои, например, лакируемого картона, изза чего происходит медленное остывание приемной стопы картона.
Улучшает растекание УФлака и повышает глянец лаковой пленки предварительный разогрев УФлака примерно до 40 °С.
Лакирование УФ-лаком в лакировальной секции офсетной печатной машины
УФлак используется для лакирования «по сырому» в один прогон только по УФкраскам. Особенно хорошо накладывается УФлак на гибридные краски.
Гибридные краски состоят из смеси УФкрасок (примерно 25%) и обычных офсетных красок. При запечатывании листов обычными офсетными красками лакирование УФкрасками по офсетным краскам за один прогон выполняется только в печатной машине с двумя лакировальными секциями, одна из которых используется для грунтования запечатанного оттиска специальным ВДлакомпраймером. Более высокий глянец получается в случае, если первая и вторая лакировальные секции имеют камерракельные системы.
На практике лучшие результаты лакирования УФлаком достигаются при использовании анилоксового вала с ячейками большого объема (примерно 20 см3/м2). В процессе перехода оттиска из первой лакировальной секции во вторую ВДлакпраймер должен высохнуть. Для этого печатную машину оснащают промежуточным сушильным устройством (инфракрасным или конвективным с обдувом теплым воздухом).
Обычно для нанесения ВДлака используется двухвалковое лакировальное устройство, а УФлака — камерракельное лакировальное устройство. В печатной машине с двумя лакировальными секциями протекают три процесса: печать краской, лакирование ВДлакомпраймером и лакирование УФлаком. Эти процессы с различными по природе и скорости механизмами закрепления покрытия требуют разных условий. Правильное согласование параметров всех трех процессов, выбор материалов и определение их оптимального количества и характеристик, оптимальных технологических режимов приводят к качественному лакированию.
Лучшие результаты получаются, если используются материалы от одного производителя, так как это гарантирует наименьший риск брака. Для печати и лакирования «в линию» следует использовать быстросохнущие краски. Лучше применять быстросохнущие краски на натуральных компонентах, которые меньше наслаиваются, лучше переносят колебания температуры и стабильнее ведут себя в процессе печати.

Лакировальная секция Heidelberg XL 105
Увеличение скорости работы печатной машины вызывает уменьшение степени глянца лаковой пленки в местах интенсивного наложения красок, так как они не успевают закрепиться, и применение быстросохнущих красок весьма актуально. Быстросохнущие краски применяют для печати с производительностью до 15 тыс. отт./ч.
При лакировании УФлаком «в линию» производительность несколько меньше. ВДлакпраймер должен равномерно и полностью покрывать красочный слой оттиска, заполнять все поры на поверхности запечатываемого материала для того, чтобы исключить контакт УФлака с офсетной краской или проникновение УФлака в поры бумаги и создать после закрепления ВДлака твердую и гладкую лаковую пленку.
Следовательно, быстрое закрепление ВДлакапраймера на оттиске является одним из важных требований к нему. В случае недостаточного нанесения ВДлакапраймера он лишь создаст защитную лаковую пленку для красок, но поверхность лакового слоя останется неровной и повторит рельеф поверхности листа. Для сглаживания рельефа оттиска потребуется нанести большее количество УФлака, что сделает дороже лакированную продукцию.
Кроме качественных параметров ВДлака, на глянец лакированного изделия влияет его количество. Оптимальное количество грунтовочного ВДлака составляет 36 г/м2.
При лакировании с использованием анилоксового вала это количество лака соответствует объему ячеек анилоксового вала, равному 18 см3/м2. Минимальный объем ячеек анилоксового вала составляет 13 см3/м2. Сухой остаток лака — около 40%. Исходная условная вязкость — 4045 с по ВЗ4.
Для получения ровной и сплошной лаковой пленки УФлак должен равномерно распределиться по лакируемой поверхности оттиска. Для этого нужно время на растекание УФлака, то есть время, в течение которого нанесенный на оттиск слой УФлака не подвергается УФоблучению. По этой причине устройство УФотверждения располагают в конце листовыводного устройства и ближе к приемному стапелю.
Если устройство УФотверждения находится сразу за лакировальным аппаратом, при отрыве листа от лаконаносящего валика появляется эффект «апельсиновой корки». Печатные машины с более длинным и пологим подъемом для выклада оттисков на приемке имеют преимущества перед печатными машинами с более коротким и крутым подъемом. Для лучшего растекания УФлака перед устройством УФотверждения устанавливают устройство ИКоблучения.
При лакировании специальным УФлаком для последующего тиснения или склейки перед его применением необходимо тщательно очистить лакировальную секцию. Это вызвано тем, что обычный УФлак содержит много силикона, остатки которого в лакировальном аппарате могут изменить свойства специального лака и вызвать проблемы при последующем тиснении и склеивании. Количество наносимого УФлака определяется в зависимости от вида и свойств запечатываемого материала и составляет 46 г/м2.
УФлак обладает повышенной вязкостью, поэтому перед нанесением его следует подогреть и перемешать. Современные печатные машины имеют устройство для подогрева УФлака до 3040 °С и его перемешивания.
Обычные резинотканевые полотна при контакте с УФлаками набухают, что приводит к проблемам при нанесении УФлака. При лакировании УФлаком необходимо применять специальное резинотканевое полотно, например полотно с покрытием EPDM, стойкое к УФлакам.
В последнее время для лакирования УФлаками все чаще применяются специальные лакировальные полотна на полиэфирной основе. Основным материалом для данных полотен является термостабилизированный полиэфир.
Выборочное лакирование УФ-лаком
Для выборочного лакирования УФлаками несложных изображений могут использоваться полиэфирные лакировальные полотна.
Сложный рисунок с тонкими штрихами требует применения камерракельной системы лакирования и фотополимерных форм. Для выборочного лакирования могут использоваться машины с захватами для точного позиционирования. Если это условие не соблюдается, выборочное лакирование производить нельзя.
При этом нужно использовать только стойкие к УФлакам фотополимерные формы. При лакировании с фотополимерных печатных форм количество нанесенного лака зависит от объема ячеек анилоксового вала (38 г/м2). При изготовлении форм необходимо учитывать деформацию по окружности лаконаносящего цилиндра и коэффициент дисторции. Существуют установки для экспонирования, где фотополимерные пластины надеваются на цилиндр, что позволяет работать без расчета коэффициента дисторции. Толщина пластин составляет 1,14 мм.
Для очистки фотополимерных форм следует применять специальные, не повреждающие формы моющие средства, не содержащие минеральных масел.
Лакирование с использованием струйного принтера
Лакирование можно производить с помощью цифровых лакировальных машин. Первая такая машина была показана на выставке drupa еще в 2008 году. Подобные цифровые машины позволяют создавать различные оптические эффекты путем сплошного или выборочного УФлакирования без применения печатных форм. Это дает возможность выполнять лакирование оттисков с фиксированной себестоимостью, которая не зависит от тиража и сложности работы, а также использовать переменные данные, когда область лакирования меняется в пределах тиража для каждого экземпляра оттиска.
Цифровые лакировальные машины имеют довольно простую конструкцию, напоминающую всем известные струйные принтеры. Как правило, машина имеет ИКсушильное устройство, которое служит для разогревания нанесенного печатными головками слоя лака для большей равномерности слоя, и устройство для УФотверждения, закрепляющее лак.

Система цифрового лакирования DDC-810 Digital Spot UV Coater
Лакирование осуществляется жидким прозрачным УФлаком, который создает равномерную пленку на участках, выбранных для лакирования. Лаковая пленка быстро закрепляется под воздействием УФоблучения. Цифровая печатная машина может быть дополнена второй печатной секцией, при помощи которой на оттиск могут наноситься струйными чернилами переменные данные.
Лакирование через красочный аппарат
Для лакирования через красочный аппарат используют высоковязкие УФлаки.
Сплошное лакирование УФлаком через красочный аппарат является косвенным способом нанесения УФлака с отключением увлажняющего аппарата. Способ дает тонкий слой лака (12 мкм) при расходе 13 г/м2. Таким образом, при лакировании УФлаком через красочный аппарат получается самый тонкий слой УФлака, который может наноситься. Сверхвысокого глянца при этом добиться трудно.
Есть специальные УФлаки, которые можно наносить с обычных печатных форм (после термостабилизации — обжига) с включенным увлажняющим аппаратом и получать выборочное лакирование. Такие лаки поставляются под заказ.
Обрезинивание всех валиков, которые контактируют с УФлаками и смывочными средствами, производится из специального материала, стойкого к воздействию агрессивных составляющих УФлаков и их смывок на основе EPDM (этиленпропилендиенмономер).
Для смывки валиков и резины необходимо использовать специальные средства Ultraking UVWaschmittel 1180 или Feboclean UV, Senolith UVWaschmittel 373008. Следует избегать прямого контакта кожи со смывочными материалами. Во время смывки нужно использовать защитные очки и перчатки из нитрила. Если лак попал на кожу, его смывают водой с мылом. Ни в коем случае нельзя смывать лак смывкой или растворителем — в результате он проникает в кожу еще глубже. Необходимо соблюдать чистоту при работе с УФлаками, чтобы не нанести вред здоровью работников. Смывка лака проводится сразу после окончания работы.
Так как УФлаки закрепляются только под воздействием УФизлучения, загрязнения на оборудовании и одежде не высыхают, остаются липкими, поэтому их необходимо удалять сразу же. Очистка оборудования и одежды производится спиртом или ацетоном.
Лакирование через увлажняющий аппарат
При УФлакировании через увлажняющий аппарат красочные валики снимают и убирают. Снимают чехлы, используемые при традиционном увлажнении. Для УФтехнологии устанавливают валики с EPDMпокрытием. Валики должны иметь твердость 40 ед. по Шору. Лак наносится в количестве 23 г/м2. Сушку лучше разместить подальше. Это самый дешевый способ УФлакирования.
Разумеется, увлажняющий аппарат после лакирования УФлаком для увлажнения уже использовать нельзя. Для такого способа лакирования применяют старые печатные машины, приспосабливая их для этого технологического процесса.
Нанесение УФ-лака флексографским способом
Применение УФлакирования во флексографской печати началось достаточно давно, и сейчас большинство выпускаемых машин оборудовано хотя бы одной УФсушкой в последней печатной секции. Так как краски и лаки для флексографской печати имеют приблизительно одинаковую консистенцию и могут наноситься из последней секции, мы имеем полное право назвать ее печатной.
Широкое распространение УФлакирования во флексографской печати вызвано полным отсутствием проблем в использовании этой технологии — УФлаки прекрасно ложатся «в линию» на водные, органические и УФотверждаемые краски. Основным видом работ, выполняемых с помощью данного вида печати, является изготовление этикеток и упаковки на различных субстратах (бумага, металлизированная бумага, различные пленки), что делает применение УФлака незаменимым.
Для данного вида продукции главная цель — произвести впечатление на покупателя, а значит, интересный дизайн и качественная печать должны сопровождаться ярко выраженной декоративной отделкой. Также немаловажным требованием является высокая стойкость оттисков к истиранию, а иногда и к химическим веществам (в случае печати этикеток). Всего этого можно достичь благодаря применению УФлакировки.
Лакирование способом трафаретной печати
Лакирование УФлаком способом трафаретной печати позволяет получить различные эффекты. Дизайнерские возможности этого способа лакирования выше, чем у других. Трафаретный УФлак можно наносить очень толстым слоем — до 25 г/м2.
Выборочное лакирование УФлаками выполняется одним лаком или несколькими, например, при сочетании матовой и глянцевой поверхностей.
Лакирование УФлаком трафаретным способом возможно на любых материалах. Трафаретный УФлак при этом можно наносить несколько раз. Он хорошо наносится на любую поверхность, что позволяет получить высокий глянец печатной продукции.
Негативным моментом является образование «кратеров» изза трафаретной сетки. В этом случае необходимо подобрать подходящую трафаретную сетку и откорректировать вязкость трафаретного УФлака.
При лакировании трафаретным УФлаком обложек и картонной упаковки из плотного картона в местах сгиба печатной продукции лаковая пленка может потрескаться. В этом случае используют специальный, более пластичный трафаретный УФлак или уменьшают толщину его слоя.
Низкая влажность лакируемого материала и большая масса бумаги (свыше 170 г/м2) также вызывают образование трещин на сгибе. Это следует учитывать, так как в таком случае трафаретный УФлак имеет ограниченные возможности, и лакирование следует заменить ламинированием оттиска.
Трафаретные УФлаки плохо растекаются, поэтому требуют добавки поверхностноактивных веществ (ПАВ) — в результате их цена оказывается более высокой по сравнению с другими лаками.
Трафаретным способом можно наносить металлизированные, рельефные и перламутровые УФлаки, включая УФлаки с глиттерным эффектом. Чтобы получить качественные оттиски, размеры ячеек трафаретной сетки должны соответствовать размерам частиц пигментов УФлака. Например, размер ячейки сетки должен быть на 30% больше, чем размер глиттерных или перламутровых частиц.
Имеются рецептуры трафаретных УФлаков с защитными свойствами: светящиеся в темноте, термохромные, которые изменяют свой цвет в зависимости от температуры, интерферентные, изменяющие цвет в зависимости от угла зрения, и пр.
Вспомогательные вещества
При лакировании на проблемных материалах и определенных условиях приходится корректировать свойства УФлаков. Для этого предлагают вспомогательные вещества:
- разбавитель для УФотверждаемого лака;
- добавка, предотвращающая образование пены;
- добавка, увеличивающая смачивающую способность УФлака;
- средство для увеличения гладкости лака и улучшения растекания;
- средство для очистки металлических и резиновых валов от УФлака;
- средство для смывки УФлака с фотополимерных пластин.
Хранение УФ-лаков
УФлак является высокореактивным, что требует его защиты от солнечного света и нагревания свыше 35 °С. Если УФлак длительное время находится в прямом контакте с солнечным светом, может произойти фотополимеризация и отверждение его поверхностного слоя.
Оставшиеся после работы УФлак и смывочные материалы хранятся отдельно в темном помещении и не смешиваются с другими материалами.
Отходы и остатки УФлаков должны быть тщательно утилизированы.
Специальные УФ-лаки
Матовые лаки
Возникающие при лакировании матовыми УФлаками проблемы сходны с проблемами при лакировании ВДлаками. Главная из них — низкий уровень матовости. Для устранения этой проблемы следует тщательно перемешивать УФлак перед лакированием.
Лучшим способом нанесения матового УФлака является камерракельная система, которая наносит УФлак более равномерно и обеспечивает больший матовый эффект.
Матовые УФлаки не подходят для лакирования с последующим горячим тиснением полиграфической фольгой и склеивания.
УФ-лаки, воспринимающие клей
Среди всего многообразия УФлаков имеются лаки, способные воспринимать клей. Матовые УФлаки плохо воспринимают клей, и требуется производить выборочное лакирование под склейку.
От правильного выбора клея качество склеивания зависит не меньше, чем от правильно подобранного УФлака. Если перед нанесением УФлака поверхность оттиска грунтуется ВДлакомпраймером, рекомендуется не покрывать места склейки этим лакомпраймером.
Условия качественного склеивания:
- УФлак следует наносить прямо на картон, места склейки не запечатывать;
- надо наносить краску, потом лакпраймер, проверенный на адгезию липкой лентой Tesa, и только потом — специальный УФлак, способный воспринимать клей. Даже используя подходящие продукты, необходимо проводить предварительное тестирование на склеивание.
УФ-лаки для последующего тиснения фольгой
Для получения хороших результатов тиснения полиграфической фольгой по УФлакам недостаточно использовать УФлаки со специальными свойствами. Следует также проверить на совместимость другие составляющие процесса лакирования: краски и лакпраймер. Для этого случая наиболее подходят биокраски, которые лучше выдерживают кратковременное значительное повышение температуры.
Для хорошего взаимодействия полиграфической фольги с запечатываемым материалом рекомендуют применять стойкий ВДлакпраймер. Затем на него наносят УФлак, специально предназначенный для последующего тиснения полиграфической фольгой. К этим лакам рекомендуется полиграфическая фольга, которая показала положительные результаты при испытании с УФлаками.
В УФлаки для последующего тиснения полиграфической фольгой не рекомендуется добавлять такие вспомогательные средства, как смачиватель, пеногаситель и т.д., так как при этом качество тиснения снижается. Перед изготовлением тиража печатной продукции необходимо проводить предварительное пробное горячее тиснение полиграфической фольгой по УФлаку.
УФ-лаки на катионной основе
Среди УФлаков, которые закрепляются под воздействием УФизлучения, катионные УФлаки образуют отдельную группу. Это лаки на основе кислотноотверждаемых эпоксидных систем или лаки на основе формальдегидных смол (SNлаки). Их рекомендуют использовать там, где к прочности покрытий предъявляются особые требования. Кислотноотверждаемые лаки бывают одно и двухкомпонентными. Последние смешиваются с отвердителем в соотношении 10:1.
Отвердитель содержит в себе кислоту, например соляную, или органические кислоты. Вначале кислота блокирована и освобождается при проходе оттиска через УФотверждающее устройство энергией УФизлучения. Сразу после смешивания лака и отвердителя начинается каталитическая реакция. Отвердитель в ней нужен в качестве катализатора, инициирующего начало реакции. Кислота начинает процесс полимеризации в УФлаке до полного его отверждения и образования прочной лаковой пленки, сравнимой с пластиком.
Молекулы связующего реагируют между собой и, распадаясь, выделяют формальдегид в качестве продукта конденсации. Отсюда и название — реакция поликонденсации. После нанесения слоя лака из образовавшейся пленки начинает улетучиваться растворитель. В связи с этим после УФоблучения покрытие подвергают ИКоблучению или тепловому воздействию.
Сравнение катионной и радикальной систем отверждения
Катионная |
Радикальная |
Высокая скорость отверждения |
Очень высокая скорость отверждения |
Окончательная полимеризация после отверждения. Краска полностью закрепляется по истечении некоторого времени — до 6 часов (так называемая темновая полимеризация) |
Покрытие отверждается практически мгновенно |
Очень хорошие печатно-технические свойства при печати на всех типах пленки, на полиамиде или алюминиевой фольге |
Хорошие печатно-технические свойства на большинстве используемых пленок |
Дороже красок радикального типа |
Дешевле катионных |
Полное отсутствие липкости |
Неполное отсутствие липкости (неполное отверждение) |
Твердая красочная пленка |
Более хрупкая красочная пленка |
Низкое поверхностное натяжение запечатываемого материала или щелочность бумаги могут мешать отверждению |
Независимость процесса отверждения от свойств запечатываемого материала |
Малое влияние ингибирования кислородом воздуха на закрепление краски |
Ингибирование кислородом воздуха, особенно при малой толщине красочного слоя (<0,5 г/ м2) |
Отсутствие какого-либо остаточного запаха |
Наличие остаточного запаха |
Отсутствие деформации термоусадочных пленок и обтяжных этикеток |
Возможная деформация термоусадочных пленок и обтяжных этикеток |
Этот способ полимеризации зависит от температуры: при повышении температуры лаковая пленка образуется быстрее. Процесс полимеризации продолжается и после воздействия УФизлучения.
Преимуществами кислотноотверждаемых УФлаков являются их высокие адгезионные свойства, низкая чувствительность к перепадам температур и влажности воздуха в помещении.
Так как для каталитической реакции необходима кислота, некоторые материалы могут отрицательно повлиять на скорость реакции. Это материалы, содержащие, например, карбонат кальция. Производители бумаги используют карбонат кальция одновременно в качестве отбеливателя, наполнителя, заменяя им дорогостоящие волокна и красители, а также в качестве раскислителя. Кислота при контакте с карбонатом кальция нейтрализуется и не участвует в процессе полимеризации.
Достоинства лакирования УФ-лаками:
- высокая степень глянца;
- ярко выраженный декоративный эффект;
- почти мгновенное отверждение, не требуется применения противоотмарывающего порошка при стапелировании;
- возможно выборочное лакирование;
- высокая прочность на истирание и устойчивость к воздействию низких и высоких температур;
- возможна послепечатная обработка сразу после лакирования (тиснение, биговка, фальцевание и т.п.);
- сохранение оптических свойств изображения в течение длительного времени. Лаковая пленка не желтеет;
- УФ-лак не токсичен и безвреден для окружающей среды и человека;
- УФ-лак не огнеопасен;
- возможна вторичная переработка лакированных оттисков.
Недостатки лакирования УФ-лаками:
- нет возможности лакирования «по сырому» в офсетных печатных машинах при печатании традиционными красками;
- необходимо предварительное грунтование оттиска путем его сплошной запечатки или применение ВД-лака для качественного лакирования пористых сортов бумаги и картона;
- характерный запах, который устраняется при правильном подборе состава лака, лакируемого материала и режимов отверждения;
- высокая стоимость устройства отверждения;
- при изготовлении картонной упаковки необходимо фрезерование линий склейки или применение специального клея;
- малый срок хранения, который составляет 6-8 месяцев;
- более высокая стоимость по сравнению с другими лаками;
- образование озона при отверждении и необходимость его удаления из рабочей зоны.
Поскольку сырье для мелованной бумаги и картона содержит вещества, способные вступать с кислотой в реакцию нейтрализации, применение катионного лака без использования ВДлакапраймера приводит к склеиванию оттисков в приемной стопе, снижению глянца, образованию вуали и шаблонированию. Эти дефекты можно устранить, используя ВДлакпраймер.
УФлаки на катионной основе используются для производства печатной продукции, требующей высокого глянца, большой импрегнирующей способности (защитный барьер от воды, паров, масел и жиров).
Важным достоинством лаковых покрытий, отверждаемых по катионному механизму, является их высокая адгезия к различным материалам, включая металлы и пластмассы. Кроме того, подобное лаковое покрытие безопасно с физиологической точки зрения, поэтому может использоваться, например, в производстве упаковки лекарств и пищевых продуктов.
Рецептуры катионных УФлаков имеют ISEGAсертификат, так как материалы катионного отверждения характеризуются очень низкой токсичностью, не канцерогенны, и их влияние на кожу практически отсутствует. Покрытия этих лаков могут находиться в прямом контакте с пищевыми продуктами. Однако высокая стоимость катионных УФлаков не позволяет широко их использовать. В случае перехода с радикальных УФлаков на катионные необходимо основательно очистить валики, насосы и систему циркуляции. В противном случае остаточные загрязнения могут отрицательно повлиять на закрепление УФ-лака.