Технический контроль в системе менеджмента качества
Наши постоянные читатели, конечно, не пропустили статью в третьем номере журнала за прошлый год, где подробно разбиралось понятие системы менеджмента качества в полиграфии. Там мы писали, что в системе менеджмента качества в стандартах ГОСТ Р ИСО серии 90002001 определенное место отводится контролю, под которым понимается процедура оценивания соответствия путем наблюдений и выводов, сопровождаемых соответствующими измерениями.
Для выполнения этой процедуры рекомендуется определить методы измерения, требования к этим измерениям для оценки функционирования процессов и их улучшения, спланировать контрольные мероприятия.
При выборе методов измерения (в рамках ГОСТ Р ИСО 90042001) для обеспечения соответствия продукции требованиям необходимо учитывать следующие критерии:
- виды характеристик продукции, от которых зависят виды измерений, подходящие средства измерений, необходимая точность и требуемые навыки;
- требуемое оборудование, программные средства и инструменты;
- расположение точек измерения в последовательности процесса;
- характеристики, подлежащие измерению в каждой точке, документация и критерии приемки, которые будут применяться, и т.д.
Видимое место в системе контроля занимает технический контроль качества, который является составной частью производственного процесса и представляет собой систему мероприятий, направленных на обеспечение производства продукции, полностью соответствующей требованиям нормативных документов.
Технический контроль — это проверка соответствия объекта контроля установленным техническим требованиям.
В качестве основных объектов технического контроля на полиграфических предприятиях рассматриваются:
- поступающие со стороны основные и вспомогательные материалы;
- полуфабрикаты, получаемые со стороны;
- рукописи и оригиналы, поступающие из издательств;
- техническая документация;
- технологические процессы, операции, режимы их выполнения;
- полуфабрикаты, передаваемые из цеха в цех или с участка на участок;
- технологическая дисциплина в процессе производства;
- состояние оборудования и инструментов;
- готовая продукция и др.
Организационные виды и формы процессов технического контроля довольно разнообразны. Поэтому целесообразно их деление на группы по классификационным признакам:
- этап производственного процесса;
- полнота охвата изделий контролем;
- степень связи с объектом контроля во времени;
- назначение контроля;
- расположение контрольных пунктов;
- характер контроля;
- метод определения показателей качества;
- организационные формы выявления и предупреждения брака;
- исполнители и т.д.
Входной контроль включает проверку поступающих на предприятие материалов (бумаги, краски и т.д.), полуфабрикатов и комплектующих изделий на предмет их соответствия стандартам, техническим условиям и пр. Входной контроль осуществляется по параметрам и методам, установленным в НТД на контролируемую продукцию, договорах на ее поставку и протоколах разрешения. Перечень продукции, подлежащей входному контролю, согласовывают с отделом технического контроля, метрологической службой, а также с Государственной приемкой и/или представительством заказчика.

Входной контроль качества краски
Перечень продукции, подлежащей входному контролю, содержит:
- наименование, марку (чертежный номер) и тип контролируемой продукции;
- обозначение НТД, требованиям которой должна соответствовать продукция (реквизиты договора на поставку или протокола разрешения);
- контролируемые параметры (требования) или пункты НТД (договора, протокола, разрешения, в которых они установлены);
- вид контроля, объем выборки или пробы, контрольные нормативы;
- средства измерения или их технические характеристики;
- гарантийный срок;
- указания о маркировке продукции по результатам входного контроля;
- допустимый расход ресурса при входном контроле.
Основными задачами входного контроля являются:
- проверка наличия сопроводительной документации на продукцию, удостоверяющей качество и комплектность продукции;
- контроль соответствия качества и комплектности продукции требованиям конструкторской и нормативнотехнической документации и применение ее в соответствии с протоколами разрешения;
- накопление статистических данных о фактическом уровне качества получаемой продукции и разработка на этой основе предложений по повышению качества и, при необходимости, пересмотра требований НТД на продукцию;
- периодический контроль за соблюдением правил и сроков хранения продукции поставщиков.
К входному контролю допускается продукция, принятая ОТК и/или представительством заказчика, Государственной приемкой предприятияпоставщика и поступившая с сопроводительной документацией, оформленной в установленном порядке.
Результаты испытаний или анализов (физикомеханических свойств, химического состава, структуры и т.п.) должны быть переданы в производство вместе с проверенной продукцией.
По результатам входного контроля составляют заключение о соответствии продукции установленным требованиям и заполняют журнал учета результатов входного контроля.
В сопроводительных документах на продукцию делают отметку о проведении входного контроля и его результатах, маркируют продукцию, если это предусмотрено перечнем продукции, подлежащей входному контролю. При соответствии продукции установленным требованиям подразделение входного контроля принимает решение о передаче ее в производство.
При выявлении в процессе входного контроля несоответствия установленным требованиям, продукцию бракуют и возвращают поставщику с предъявлением рекламации.
Операционный контроль проводится в процессе обработки продукции с целью проверки качества выполнения технологических операций, выявления и устранения отклонений от нормального хода производственного процесса в ходе проверки выполнения технологической дисциплины, состояния оборудования.
Приемочный контроль проводится с целью определения соответствия показателя качества установленным стандартам, техническим условиям и др.
В зависимости от полноты охвата изделий контролем различается сплошной и выборочный контроль. Сплошной контроль выполняется при 100%ном охвате предъявляемой продукции (всей партии изделий одного наименования). В полиграфии он применяется:
- при ненадежности качества поступающих материалов, полуфабрикатов, комплектующих изделий;
- при невысокой надежности оборудования или технологического процесса (когда не обеспечивается однородное качество на всех операциях);
- на операциях, имеющих решающее значение для обеспечения качества изготовления продукта на последующих операциях (например, чтение корректуры).
Выборочному контролю (не менее трех раз в смену, причем для многих полуфабрикатов указывается объем выборки для контроля — не менее десяти экземпляров) подвергают только выборку продукции из достаточно большой партии изделий при высокой степени устойчивости технологического процесса, обеспечивающего однородность качества продукции (например, проверка качества поступающих материалов технологической лабораторией).
По степени связи с объектом контроля по времени различают периодический и непрерывный контроль. Периодический контроль применяется при достаточно высокой стабильности качества изделий и технологических процессов (с периодом от 20 мин до 1,5 ч). Непрерывному контролю подвергают нестабильные технологические процессы при необходимости постоянного обеспечения определенных качественных характеристик, как правило, автоматическими или полуавтоматическими средствами контроля.
По назначению контроля различают контроль годности изделий, качества продукции и устойчивости процесса. Контроль годности изделий предназначен для отделения отбракованных изделий партии (например, отбраковка оттисков во время сортировки). Он сочетается с предупредительными мероприятиями и анализом брака. Контроль качества продукции выполняется самими работниками, контролерами, мастерами непосредственно на производственных операциях для оценки уровня качества по установленным показателям. Контроль устойчивости технологического процесса определяет отклонения от заданных параметров и факторы, их вызывающие в процессе изготовления продукции. Это позволяет проводить наладки и регулировки оборудования для обеспечения сохранения параметров качества.

Органолептический метод контроля качества печати
По расположению контрольных пунктов различают скользящий и стационарный контроль. Скользящий контроль выполняется непосредственно на рабочих местах с применением простых контрольноизмерительных приборов и инструментов. При этом контролер одновременно обслуживает несколько рабочих мест. Стационарный контроль выполняется в стационарных контрольных пунктах, которые создаются при необходимости проверки большого числа одинаковых объектов производства. Эти пункты оснащаются сложной измерительной аппаратурой и требуют рациональной организации труда контролеров. Стационарный контрольный пункт может включаться в поток заключительных операций технологического процесса.
В зависимости от характера контроля различают активный и пассивный контроль. Активный (предупредительный) контроль изделий проводится для выявления отклонений от заданных параметров качества по мере выполнения операций. Такой контроль наиболее эффективен. Пассивный (заградительный) контроль проводится в основном после завершения операции и предназначен для выявления брака, чтобы не допустить бракованные изделия на последующие операции.
В полиграфическом производстве используются различные методы определения показателей качества: расчетный, измерительный, экспертный, социологический:
- расчетный метод основывается на применении теоретических и/или эмпирических зависимостей показателей качества от его параметров;
- измерительный метод в полиграфическом производстве может проводиться с использованием технических средств измерения (инструментальный метод) или основываться на анализе восприятия органов чувств (органолептический):
- инструментальный метод представлен геометрическим, физикохимическим, экспериментальным методами. При инструментальном контроле используются контрольноизмерительные приборы и инструменты соответствующего назначения. Физикохимический контроль применяется в основном в лабораторном анализе, например при поступлении на предприятие материалов,
- экспериментальный метод применяется в виде испытаний эксплуатационных свойств изделий в заданных условиях при помощи специальных приборов,
- органолептический метод представлен в основном визуальным контролем, состоящим в осмотре издания, иногда с применением лупы или микроскопа, а также тестобъектов;
- экспертный метод основывается на решениях, которые принимают специалисты исходя из экспертных исследований;
- социологический метод предполагает сбор и анализ мнений о качестве продукции фактических или возможных потребителей.
Летучий контроль выполняется контролером без графика при систематическом обходе закрепленных за ним рабочих мест.
При кольцевом контроле продукция проходит контроль на месте ее изготовления. За контролером закрепляется определенное количество рабочих мест, которые он обходит «по кольцу» периодически в соответствии с часовым графиком.
Большую роль в обеспечении качества продукции играют статистические методы контроля качества, использование которых является одним из требований к системе менеджмента качества согласно ГОСТ Р ИСО серии 90002001.
Под статистическим методом контроля понимается контроль качества продукции или состояния технологического процесса, проводимый с использованием теории вероятности и математической статистики.
Целью статистических методов контроля является исключение случайных изменений качества продукции. Такие изменения вызываются конкретными причинами, которые нужно своевременно установить и устранить.
Преимущество статистического контроля заключается в возможности обнаружения отклонений от технологического процесса не тогда, когда весь тираж изготовили, а в процессе производства. Применение статистического контроля также связано с сокращением издержек на проведение контрольных операций по сравнению со сплошным контролем.
Разновидности статистических методов контроля качества, используемые на полиграфических предприятиях:
- статистический анализ производственного процесса;
- статистический анализ точности и надежности технологических процессов;
- статистический приемочный контроль качества и др.
Каждая из разновидностей статистических методов контроля качества имеет свои преимущества и недостатки.
Использование статистических методов контроля эффективно при налаженных, стабильных технологических процессах. В связи с этим возникает необходимость в стабильности производства. Самым надежным способом такой стабилизации является создание на полиграфическом предприятии системы управления качеством.
Для успешного применения статистических методов контроля качества продукции необходимо разработать руководства и стандарты, в доступной форме раскрывающие существо данных методов для работников предприятия.
Текущий предупредительный контроль выполняется с целью предупреждения брака в начале и в процессе обработки. При этом контроле производят: проверку первых экземпляров изделий; контроль соблюдения технологических режимов; проверку вступающих в производство материалов, технологической оснастки и др.
Распространенной формой контроля на полиграфических предприятиях является самоконтроль, осуществляемый непосредственными исполнителями на рабочих местах. При самоконтроле осуществляется текущий контроль как с регистрацией данных о качестве, так и без такой регистрации, качественное завершение операций с заполнением сопроводительной документации, а также принимается решение об исправлении дефектов и недостатков. Другие виды работ по техническому контролю должны выполняться специалистами: работниками ОТК, а также мастерами. Самоконтроль сокращает затраты на контрольные операции и повышает ответственность исполнителей.
В практике работы полиграфических предприятий, особенно малых, в целях экономии на исполнителя необоснованно возлагаются обязанности выполнения всех контрольных операций. Это, как правило, отрицательно сказывается на качестве продукции, так как непосредственный исполнитель не имеет возможности осуществлять контроль по всем параметрам изделий и технологических процессов, не имеет специальных навыков и необходимых приборов.
На самоконтроле могут также работать бригады, участки.
Внедрение автоматизированного оборудования во всех случаях требует обеспечения автономии исполнителейоператоров и расширения выполняемых ими функций, в число которых в обязательном порядке включается самоконтроль. Необходимым условием перехода к самоконтролю является переподготовка персонала и изменение структуры предприятия. В комплексе эти меры обеспечат улучшение качества продукции.
Состав исполнителей и структура службы технического контроля определяются принятой на полиграфическом предприятии организацией технического контроля.
Для координации работы по управлению качеством на полиграфических предприятиях необходимо создавать службу качества, в функции которой должно входить и обеспечение проведения операций технического контроля. Возглавлять эту службу должен заместитель директора по качеству, обладающий достаточными полномочиями. Не каждое полиграфическое предприятие способно содержать развернутую систему качества. Малые и средние предприятия, как правило, прибегают к услугам специализированных, консультационных, инжиниринговых фирм, ограничиваясь наличием одного инженера по качеству или просто ответственного исполнителя по качеству из числа сотрудников предприятия.
В составе службы по качеству на полиграфическом предприятии выделяется подразделение по техническому контролю качества — отдел технического контроля (ОТК), обеспечивающий технические и технологические аспекты контроля качества.
Главными задачами ОТК является предотвращение выпуска продукции, не соответствующей технологической документации, требованиям стандартов и технических условий, договорным условиям, а также укрепление производственной и технологической дисциплины, повышение ответственности всех звеньев производства за качество выпускаемой продукции. ОТК на уровне производственной единицы предприятия организует проведение всех видов технического контроля. Структура и штатное расписание ОТК предприятия разрабатываются с учетом производственных особенностей производства.
К функциям технического контроля на полиграфическом предприятии непосредственно примыкает метрологическое обеспечение производства, которое позволяет осуществлять разработку, поверку и правильную эксплуатацию средств измерений, электронных компьютерных устройств и контроль их состояния и т.д.
На полиграфических предприятиях в качестве средств измерений широко применяются денситометры различных конструкций, другие приборы и технические средства, в том числе электронная техника, обеспечивающая контроль и регулирование технологического процесса в автоматическом режиме.
Особое место в средствах контроля занимают тестобъекты, или тестшкалы. Они предназначены для визуального контроля результатов печатания, а также обеспечивают получение цифровых значений показателей некоторых свойств изображения. Предприятие должно быть в полной мере оснащено средствами контроля.
Проведению операций технического контроля предшествует разработка технологии контроля, проектирование и изготовление контрольной оснастки, внедрение контрольноизмерительной аппаратуры.
Разработка технологии технического контроля заключается в ее приспособлении к типовым технологическим процессам производства. При этом составляется последовательный перечень контрольных операций. Технология технического контроля разрабатывается для каждого типового объекта контроля, для каждого подразделения предприятия и оформляется в виде технологической карты технического контроля.
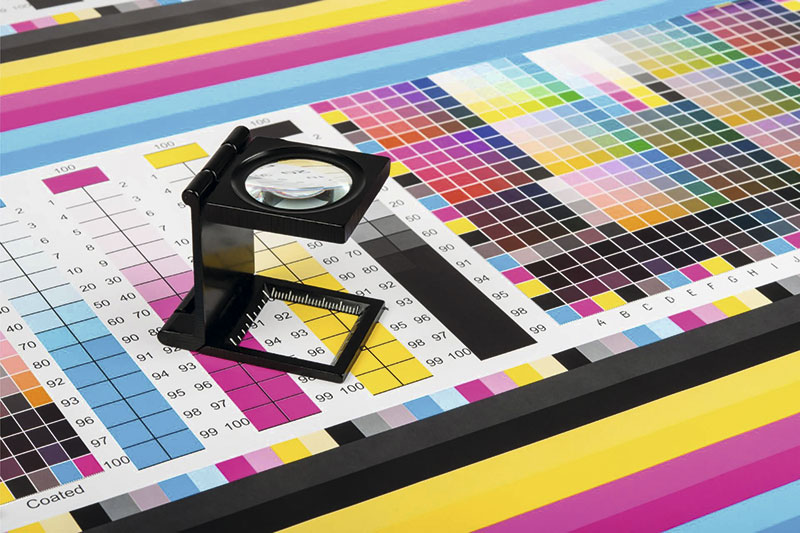
Тест-шкалы для визуального контроля качества печати
В пооперационном техническом контроле на полиграфическом предприятии должны быть отражены контрольные позиции на всех стадиях технологического процесса на полиграфических предприятиях, перечислены контролируемые показатели с допусками на их изменение, указаны методы и средства контроля, а также лица, осуществляющие контроль.
Применяемые виды и методы технического контроля должны соответствовать достигнутому на предприятии уровню техники, технологии и организации производства, а также требованиям к качеству продукции.
Выбор вида и методов технического контроля качества — сложная и ответственная задача, решение которой требует соответствующих затрат, а также сравнения их с возможными потерями от брака по разным вариантам технологии контроля.
Продукция, изготовленная с отступлением от стандартов и технических условий, считается дефектной (бракованной). Если брак выявлен внутри предприятия — это внутренний брак, если у заказчика (потребителя) — внешний брак.
Исправимый брак — это детали, полуфабрикаты или готовые изделия, дефекты которых экономически выгодно и технически возможно устранить. Неисправимым (окончательным) браком считаются детали, полуфабрикаты или готовые изделия, которые нельзя технически устранить или делать это экономически невыгодно.
В соответствии со стандартами ГОСТ Р ИСО серии 90002001 при организации процесса изготовления продукции важное значение необходимо уделять обеспечению прослеживаемости, которая может относиться к происхождению материалов и комплектующих, истории обработки продукции, распределению и местонахождению продукции после поставки.
Обеспечение прослеживаемости позволяет выявить проблемы в производстве, систематические причины отклонений, в наибольшей мере влияющие на качество продукции.
На полиграфических предприятиях прослеживаемость обеспечивается путем учета случаев возникновения брака. Для проведения такого учета требуется единая классификация по видам брака, виновникам и причинам брака. Для этого на предприятиях разрабатывается классификатор брака. Содержащиеся в классификаторе шифры позволяют упростить записи, связанные с оформлением брака, и дают возможность автоматизировать его учет.
Под видом брака в классификаторе брака подразумеваются конкретные дефекты и отступления от установленных для изделий требований, которые являются основанием для его бракования и отделения от годной продукции.
По причинам различают брак, допущенный изза дефектов в исходных материалах, ошибок в технологической документации (небрежного отношения рабочего к своей работе), изза неисправностей и неправильной наладки оборудования, пропуска дефектов ОТК и др.
По виновникам различают брак, допущенный по вине рабочегооператора, рабочегоналадчика, мастера, работников лаборатории, различных отделов: производственного, планового, главного технолога, главного механика, бумаги, ОТК и др.
Для выявления и анализа проблем с качеством в ГОСТ Р ИСО серии 90002001 рекомендуется использовать статистические методы управления качеством, в том числе входящие в «семь инструментов качества»: диаграммы Парето, причинноследственный анализ, консольные карты, гистограммы, графики, диаграммы разброса, метод расслоения.
Учет и анализ брака позволяет выявить конкретных виновников и причины брака, что является неотъемлемой частью рациональной организации производства. Он помогает разработать организационнотехнические мероприятия, обеспечивающие ликвидацию и предупреждение брака, делает наглядными имеющиеся проблемы.
Каждому работнику полиграфического предприятия должно быть понятно, что за каждым случаем возврата дефектной продукции, каждой жалобой стоят негативные экономические и организационные последствия для предприятия: необходимость допечатки тиража, перепланирование производственных графиков, повышенный расход материалов и пр.