Вязкость решает все!
Об архиважном параметре, на который многие не обращают внимания
Казалось бы, печатные производства, связанные с флексографской и глубокой печатью, оснащены современными печатными машинами, использующими новейшие технологии получения печатных форм или гравировки печатных цилиндров, поставщики красок заявляют о высоком качестве своей продукции и о полном соответствии печатному процессу и заявленным характеристикам. Однако получаемые рецептуры смесевых цветов в лаборатории отличаются от цвета на печатной машине. И это не единичное явление на конкретно взятом производстве, а повсеместная головная боль.
Причин тому может быть множество — они описаны в учебниках и технической литературе разных уровней. Я бы хотел более подробно поговорить о параметре «вязкость» печатной краски, которому почемуто уделяется очень мало внимания в профессиональной литературе и который почти совсем не упоминается производителями краски, а также самими производствами.
Безусловно, при запуске краски компании, их производящие, помогают с подбором так называемой рабочей вязкости, соответствующей скорости печати, материалу, температурному режиму работы, тиксотропным свойствам компонентов краски и т.д. Однако на деле о том, что важно поддерживать один уровень вязкости при изготовлении рецептур красок в лаборатории, и о том, что она должна полностью соответствовать рабочей вязкости на машине, просто никто не вспоминает.
Отсутствие четкого понимания необходимости контроля вязкости приводит, как следствие, к очень серьезным проблемам при контроле качества и к производственным потерям — как прямым, так и косвенным.
Рассмотрим, что представляет собой вязкость как физическая величина и как ее колебание влияет на требуемый цвет краски. В классическом определении «вязкость — это мера сопротивления жидкости деформации под действием напряжения сдвига». Определение академическое, не дающее четкого понимания сути процесса на производстве.
Печатная краска имеет огромное значение в процессе печати, поскольку является своего рода «смазкой» между гравированным цилиндром и ракельной системой, уменьшая их износ. При работе на высокоскоростных печатных машинах цилиндр (анилоксовый вал или гравированный цилиндр с изображением) вращается относительно ракеля, который снимает излишки краски, при этом сила прижима регулируется в том числе с учетом вязкости. В прямом трактовании это означает, что чем меньше вязкость, тем меньше прижим, а следовательно, меньше износ. Однако на практике существует лимит снижения вязкости. В процессе уменьшения вязкости консистенция краски достигает критической точки, после которой износ начинает увеличиваться.
На производстве вязкость краски подбирают исходя из нескольких параметров, таких как запечатываемый материал, химический состав краски, рабочая температура (в том числе и в печатном цехе), скорость печати, сушка краски, возможные отделочные операции (при установке отделочных модулей в линию с машиной).
Говоря о цвете, можно обозначить связь между величиной вязкости и насыщенностью цвета, то есть при снижении вязкости цвет становится менее насыщенным, а при увеличении — наоборот. Именно поэтому при создании и коррекции рецепта программы краскосмешения предлагают компенсацию увеличения или уменьшения вязкости, балансируя между так называемыми условно бесцветными компонентами, такими как прозрачный белый (аддитив) или другое связующее, и непосредственно водой (при водорастворимых) или растворителем (при спиртовых красках). На рис. 1 приведен пример двух красочных рецептов для одного эталонного цвета, рассчитанных с помощью программы Colibri (компании Matchmycolor). Как видно из рисунка, программа Colibri компенсирует существенное различие в вязкости в 10 секунд по стандарту ISO 2431 путем изменения пропорций прозрачных компонентов.
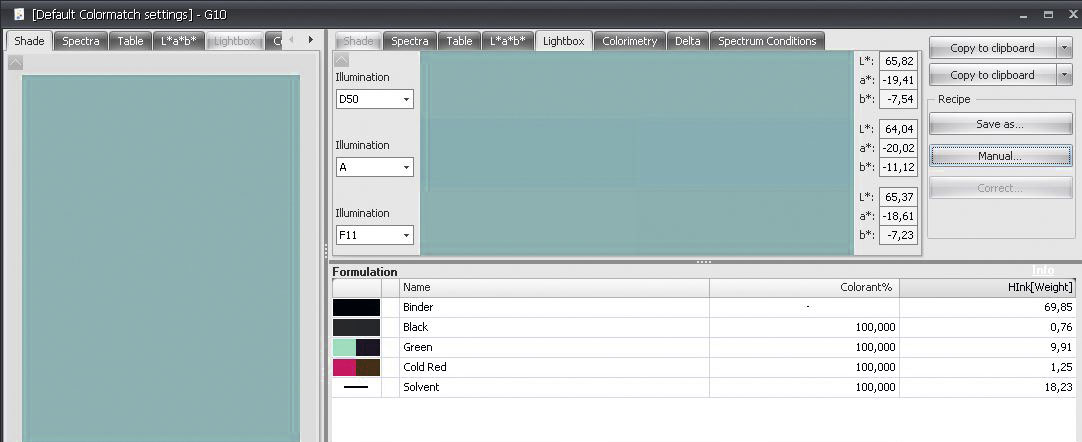
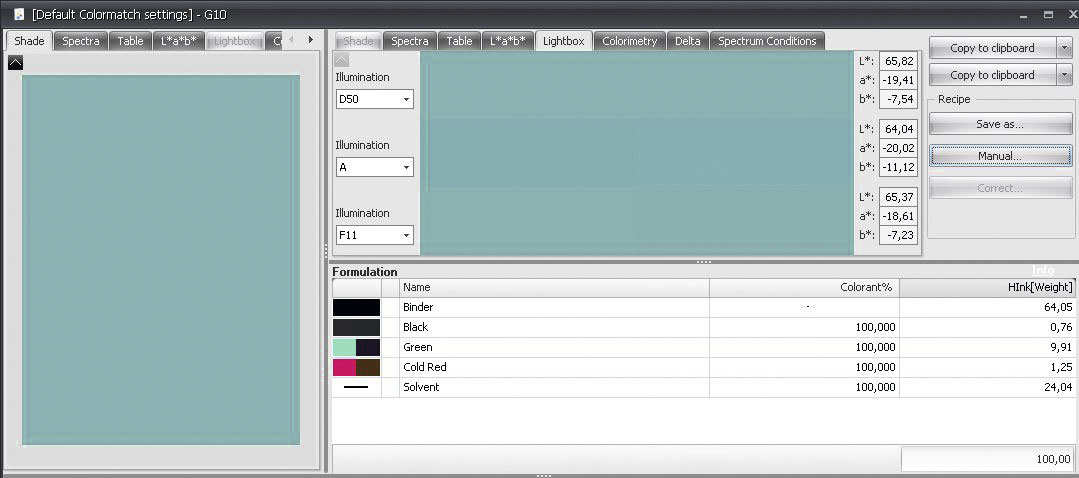
Рис. 1. Адаптация рецептуры краски при изменении вязкости в программе Colibri
Разница в вязкости между «одобренным» рецептом и реальной краской на машине может обернуться большой проблемой при начале работы, поскольку потребует дополнительных манипуляций печатника для корректировки краски. В большинстве случаев они будут сделаны на глаз непосредственно в красочном аппарате.
Безусловно, «текучесть» жидких красок флексографской и глубокой печати существенно зависит от температуры, которая должна находиться в пределах допуска, установленного для конкретной серии красок или даже конкретной краски. В современных машинах этот вопрос решен несколькими системами контроля. Одна из них установлена непосредственно в красочном резервуаре на машине, поддерживающем постоянную температуру краски. Вторая следит за термостатированием элементов печатной машины, например печатного цилиндра или анилоксового вала. Все контрольные элементы связаны непосредственно с системой контроля вязкости.
Инструмент контроля вязкости
Главным инструментом определения вязкости является вискозиметр. В полиграфии различают два основных типа вискозиметра: ротационный и гравитационный.
Первый используется при работе с вязкими красками в основном в лабораториях у производителей офсетных и трафаретных красок и очень редко на производстве.
Принцип его работы прост: совмещенные по осям два тела вращения (могут быть как одинаковые, так и разные по форме) помещены один в другой. Исследуемое вещество заполняет пространство между телами, и затем к одному из тел подается крутящий момент. Это тело начинает вращаться с угловой скоростью, зависящей от вязкости вещества. Обратное тоже возможно, то есть при фиксируемой скорости вращения измеряется крутящий момент.
Конструкции современных ротационных вискозиметров достаточно разнообразны — как правило, они имеют программный контроль. Более продвинутые — встроенную систему управления и подключение к компьютеру со специальными аналитическими программами. Они также различаются по габаритам и применению к исследуемым веществам.
Второй тип — простейший инструмент, нашедший применение как у производителей красок, так и непосредственно на полиграфическом производстве. Это так называемые проточные вискозиметры, представляющие собой прецизионно изготовленную «чашку» с рассверленным отверстием определенного диаметра. Объем «чашки» и диаметр отверстия соответствуют международным или национальным стандартам. Ее наполняют краской до верхней кромки (при этом отверстие снизу должно быть закрыто) и засекают время истечения. Обычно мерой измерения является секунды. На рис. 2 приведено несколько разных чашек, в соответствии с различными стандартами.

Рис. 2. Внешний вид проточных вискозиметров по различным стандартам
Этот метод не является суперточным, хотя сами вискозиметры, как было сказано выше, регламентируются в соответствии с международным или национальными стандартами, обилие которых вносит путаницу в оценочные значения вязкости при современной глобальной экономике.
Стоит также отметить, что на производствах обычно работают в несколько смен, что также не может не сказываться на точности контроля вязкости. В таблице приведены погрешности измерения вязкости при использовании различных систем (стандартов) вискозиметров, из которой видно, что неточность измерения вязкости повышается при контроле несколькими операторами, например при сменной работе.
Точность проточных вискозиметров*
Воронка вискозиметра |
Методика измерения |
Ошибка одного оператора, % |
Ошибка нескольких операторов, % |
Ford |
ASTM D1200 |
8 |
20 |
ISO/DIN |
ISO 2431 |
5 |
10 |
Shell |
ASTM D4212 |
8 |
18 |
Zahn |
ASTM D4212 |
11 |
33 |
*Источник — National Printing Ink Research Institute (NPIRI). The Printing ink Manual. Fifth edition. 2004 |
|||
Именно поэтому лаборатория, где готовят, одобряют и контролируют рецепт, должна стремиться учесть производственные особенности, избегая необходимости корректирования рецепта и его «доводки» на печатной машине. А сама вязкость должна оставаться постоянной в процессе всей печати.
Для более точного получения заданного цвета смесевой краски для флексо и глубокой печати предусмотрена возможность учета производственных условий. В качестве примера важности этого параметра приведу работу с рецептурами смесевых красок в программах Colibri (Matchmycolor) и InkFormulation (XRite).
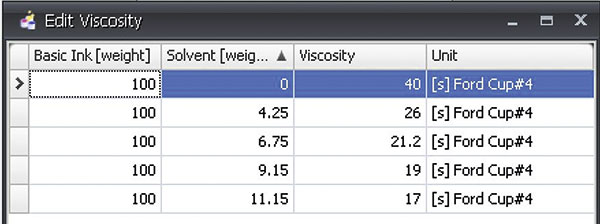
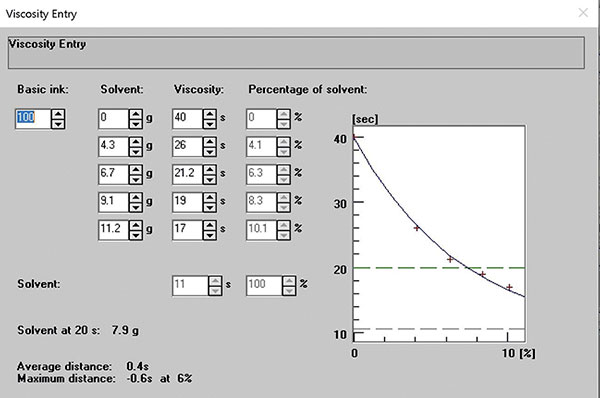
Рис. 3. Задание кривой вязкости в программе Colibri и InkFormulation
Обладая разными пользовательскими интерфейсами и математическим ядром, обе они имеют схожий подход к работе с вязкостью. Для каждого цветного компонента (краски) необходимо определение и задание кривой вязкости. На ее основе программа в дальнейшем сможет корректировать рецептуру и адаптировать ее под конкретную рабочую вязкость.
Например, в InkFormulation при вводе информации о вязкости краски следует опираться на методику, рекомендующую определить (физически измерить) как минимум три опорные точки: вязкость красочного компонента без растворителя (если возможно), близкую к «калибровочной» вязкость колорант для выкрасок изготовляемого ассортимента и вязкость ниже «калибровочной» на 34 с. При этом программа InkFormulation ограничивает количество точек до пяти.
В свою очередь, в программе Colibri можно ввести до 12 физически измеренных значений вязкости (рис. 3), однако алгоритм программы этого не требует. Используемые новейшие методики алгоритмизации, совместно с улучшенными математическими моделями расчета рецептов, позволяют обойтись без физических измерений вязкости. Программа очень эффективно синтезирует кривую для последующей работы.
К сожалению, на производстве недостаточно иметь хороший монитор и уметь искусно калибровать его с закрытыми глазами. Там требуется регламентация всего процесса, особенно при работе со смесевыми красками. Учет самых мелких нюансов, таких как вязкость, позволяет производству улучшить контроль всех процессов, который, в конечном счете, и приводит к стандартизации.