Все о фальцовке
Послепечатная обработка, или постпресс, — это комплекс манипуляций, осуществляемых в ходе изготовления полиграфической продукции после ее печати.
Среди этих операций есть фальцовка и биговка — специальная обработка полиграфических изделий, дизайн которых подразумевает наличие сгибов. О нихто мы сегодня и поговорим.

Пример асимметричной фальцовки
Фальцо΄вка (нем. falzen — сгибать) в типографском деле — процесс складывания листов в тетради определенного объема и формата с соблюдением последовательного расположения страниц в сфальцованной тетради для получения книжных и брошюрных изданий, рекламных буклетов и пр. Сама линия сгиба называется фальцем.
По числу сгибов фальцовка бывает одно, двух, трех и четырехсгибной (соответственно образуются тетради в 4, 8, 16 и 32 страницы); по взаимному расположению последовательных сгибов — параллельной (каждый последующий сгиб параллелен предыдущему), перпендикулярной (каждый последующий сгиб перпендикулярен предыдущему) и комбинированной (частично параллельные сгибы, частично перпендикулярные).
По положению сгибов на листе фальцовка бывает симметричной и смещенной. Если смещение линии сгиба от оси симметрии незначительно, то такую разновидность смещенной фальцовки называют фальцовкой со шлейфом.
По числу полос на доле листа фальцовка бывает одинарная, двойником и четверником, когда на каждой стороне доли листа располагаются одна, две или четыре страницы издания.
По числу одновременно фальцуемых листов фальцовка бывает без подборки, когда фальцуется только один лист, и с подборкой, если одновременно фальцуются два или несколько листов.
По наличию и месту разрезки фальцовка бывает без разрезки, с промежуточной и с концевой разрезкой. При фальцовке с промежуточной разрезкой лист разделяется на части после любого, но не последнего сгиба, а при концевой разрезке — только после получения последнего сгиба, даже если лист фальцуется лишь в один сгиб.
Часто для бумаги плотностью более 170 г/м2 и картона фальцовке предшествует операция биговки, чтобы сохранить приемлемый внешний вид продукции на сгибе. Если на месте фальца находится плашка, то биговку делать желательно и при использовании менее плотных бумаг — в противном случае на изображении краска потрескается. Особенно это касается бумаги матового мелования.
Первый сгиб образует две доли бумажного листа, четырехстраничную тетрадь, а последующие сгибы вдвое увеличивают число долей и страниц в тетради.
Наиболее трудоемка эта операция в производстве книг, журналов и многообъемной рекламной продукции книжного типа, рекламных буклетов и листовок. При печати изданий на рулонных ротационных машинах фальцовка отпечатанных листов исключается из схемы брошюровочнопереплетных процессов, так как выполняется фальцаппаратами этих машин.
В зависимости от вида продукции, поверхностной плотности бумаги, тиража и объема производства фальцовка бумаги и оттисков может производиться вручную, на малоформатных настольных или на стационарных кассетных и комбинированных фальцевальных машинах.
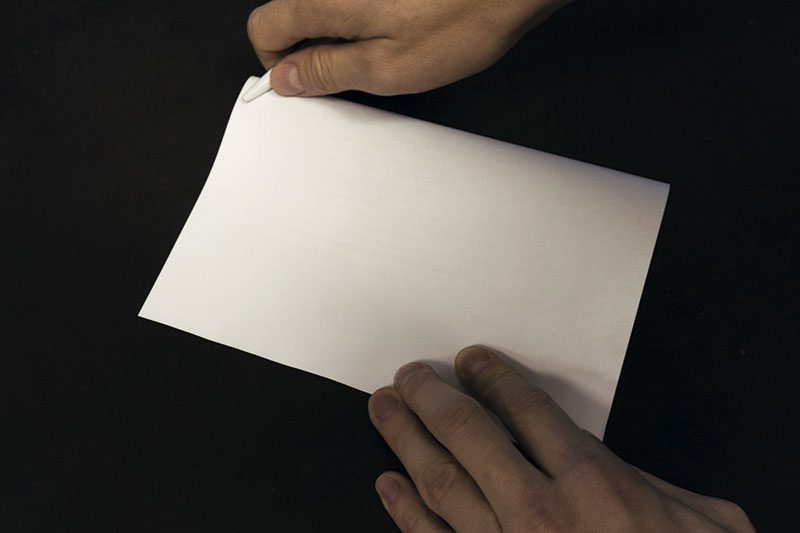
Ручная фальцовка
В нынешнее время ручная фальцовка листов изза высокой трудоемкости и малой производительности труда применяется очень редко — лишь в небольших полиграфических предприятиях, где отсутствуют фальцевальные машины или в макетных цехах крупных предприятий. В отдельных случаях фальцовка листов вручную используется при различных сложных вариантах фальцовки и при очень плотных или слишком тонких сортах бумаги, которые нельзя фальцевать на машинах.
Ручная фальцовка в один сгиб
Фальцуют вручную в один сгиб, как правило, одновременно несколько листов с равнением на верхний угол; таким образом фальцуют бумажные заготовки форзацев и обложек, а листы текста (четверки) фальцуют по одному — с равнением на текст. При точной обрезке у верхнего поля четверки можно фальцевать по нескольку листов сразу, равняя на уголок.
Фальцовка листов вручную в два перпендикулярных сгиба производится всегда по одному листу. Для получения тетради с правильным расположением страниц надо уложить листы на рабочем месте таким образом, чтобы сигнатура со звездочкой находилась с правой стороны в верхнем углу, а главная сигнатура была обращена к верстаку.
Вся пачка листов, подлежащих фальцовке, должна располагаться на верстаке перед рабочим так, чтобы ее левый край был на уровне левого плеча. Такое расположение листов облегчает наводку на текст и обеспечивает качественную фальцовку.
При ручной фальцовке выполняются следующие операции:
- роспуск листов слева направо, для того чтобы облегчить захват верхнего листа;
- отделение правого края верхнего листа и наводка его по тексту на левый угол;
- получение первого сгиба, проглаживая фальц гладилкой от себя;
- поворот сфальцованного листа по часовой стрелке на 90°;
- наводка на текст для получения второго сгиба;
- проглаживание второго фальца сверху вниз с наименьшим захватом листа.
Полученную тетрадь откладывают в левую сторону и приступают к фальцовке следующего листа. Для облегчения захвата верхнего листа и отделения его от пачки рекомендуется смачивать пальцы глицерином.
Качество фальцовки и производительность труда в значительной мере зависят от правильной освещенности рабочего места. Во всех случаях свет должен падать с левой стороны, чтобы тень от листа не мешала наводке на текст.
Ручная фальцовка листов в три взаимно перпендикулярных сгиба принципиально не отличается от фальцовки в два сгиба. Однако листы должны быть так уложены на рабочем месте, чтобы сигнатура со звездочкой была в правом нижнем углу. При фальцовке в три сгиба лист переворачивают дважды — после первого и второго сгибов.
Рекомендуется после второго сгиба и наводки третьего сгиба расправить гладилкой намеченный третий фальц, а затем уже прогладить его. Такой порядок работы обеспечивает лучшее качество трехсгибной тетради, поскольку при этом предотвращается возникновение морщин.
При фальцовке листов в четыре перпендикулярных сгиба избежать появления диагональных морщин не получится, если не прибегать к разрезке глухих петель в головке тетради. Введение такой дополнительной операции — разрезки петель после третьего сгиба — намного снижает производительность труда, поэтому четырехсгибная перпендикулярная фальцовка листов вручную почти никогда не применяется.
Расположение листа, предназначенного для четырехсгибной фальцовки вручную, должно быть таким, чтобы сигнатура со звездочкой находилась внизу справа на второй доле листа. Спуск полос в печатном цехе должен учитывать особенности перпендикулярной фальцовки листов в четыре сгиба, предназначенных для ручных или машинных операций.
В данном случае спуски полос должны быть различными с учетом особенности четырехсгибной фальцовки на машинах.
В том случае, если листы, предназначенные для фальцовки на машине, попадают на ручную операцию, располагать их на верстаке следует таким образом, чтобы сигнатура со звездочкой находилась в правом верхнем углу.
Последовательность технологических операций при ручной фальцовке листов в четыре сгиба с разными спусками полос различна. В первом случае, если спуск полос учитывает ручную фальцовку, последовательность операций ничем не отличается от последовательности при трехсгибной фальцовке.
Во втором случае, то есть при спуске полос с учетом машинной фальцовки, данная последовательность нарушается, так как после второго сгиба лист следует перевернуть, а затем, повернув его по часовой стрелке на 90°, сделать два остальных перпендикулярных сгиба.
Помимо перпендикулярной фальцовки листов вручную можно осуществлять различные варианты параллельной и комбинированной фальцовки. Приемы работы в каждом конкретном случае будут отличаться друг от друга в зависимости от вариантов спусков, форматов листов и т.д.
Машинная фальцовка
Машинная, или автоматическая, фальцовка осуществляется с помощью специального оборудования — фальцовщика (фальцевальной машины). Фальцовщики способны осуществлять любое заданное количество сгибов быстро, ровно, без перекосов сторон, без лишних складок и пр.
Фальцевальные машины состоят из круглостапельных, плоскостапельных или паллетных самонакладов, обеспечивающих полистную подачу бумаги или оттисков, транспортных столов с механизмами равнения листа и фальцуемой тетради, кассетных (или кассетного), ножевых и комбинированных (кассетноножевых) фальцевальных аппаратов и приемовыводных устройств.

Комбинированная фальцевальная машина Stahlfolder KH-82 с автоматической поперечной фальцовкой
При ножевой фальцовке сгиб образуется при помощи тупого ножа и двух вращающихся навстречу друг другу фальцующих валиков. Лист подается до упора, сверху на лист опускается нож, который прогибает его и заводит между фальцующими валиками. Один фальцующий валик подпружинен, поэтому валики прижимаются друг к другу с определенным усилием. Когда лист введен в зазор, непрерывно вращающиеся фальцующие валики затягивают его, образуя сгиб, обжимают и выводят сфальцованный лист на транспортер.
При кассетной фальцовке сгиб образуется при помощи кассеты с упором и трех вращающихся валиков. Лист двумя вращающимися подающими валиками, один из которых подпружинен, вводится в кассету. Кассета расположена под углом к направлению движения листа, поэтому лист, поступая в нее, изгибается и далее движется наклонно вдоль стенок кассеты. Дойдя до упора, передняя часть листа останавливается, но валики продолжают подавать лист в кассету, в результате на листе образуется петля. Непрерывно вращающиеся фальцующие валики захватывают петлю, формируют, обжимают сгиб и выводят лист во вторую кассету для следующего сгиба или на транспортер.
Для фальцовки в несколько параллельных сгибов напротив верхней кассеты устанавливают одну нижнюю, затем еще одну верхнюю и т.д. В фальцевальной секции количество кассет можно довести до шести (три сверху, три снизу). Дополнительные кассеты обеспечивают необходимое количество параллельных сгибов в одной секции.
При установке упоров в разные места для кассетной фальцсекции можно получить различные варианты фальцовки.
Все кассеты одновременно никогда не используются. Неиспользуемые кассеты демонтируют из фальцаппарата и хранят отдельно, а вместо отсутствующей кассеты для направления листа в следующую используются дефлекторы (специальные упоры), закрывающие вход в кассету.
На выходе из кассетных фальцаппаратов на специальных (ножевых) валах устанавливаются дисковые инструменты для разрезки, биговки или перфорации.
Каждый последующий сгиб изза увеличения толщины и жесткости полуфабриката выполнить труднее, чем предыдущий. Для облегчения последующих сгибов применяют бигование листа при его выходе из фальцаппарата, то есть по месту будущего сгиба делают вдавленную линию. В тех местах, которые впоследствии будут обрезаны, применяют перфорирование линии сгиба, то есть на бумаге делают прерывистую просечку, чтобы облегчить сгибание и выдавливание воздуха из внутренних частей тетради.
В настоящее время выпускаются два вида фальцмашин: кассетные и комбинированные. Ножевые машины хотя и не выпускаются, но еще эксплуатируются на некоторых предприятиях.
Современные фальцевальные машины имеют модульное построение, которое в зависимости от технологической необходимости позволяет отсоединять модули от машины или устанавливать их в другом положении. Такой принцип построения дает возможность создавать машины гибкой конструкции и быстро их переналаживать в зависимости от характера продукции, которая обрабатывается.
Кассетные фальцмашины могут состоять из одной, двух, трех и четырех секций, в каждой из которых может быть установлено от одной до шести кассет: большее количество в первых фальцсекциях, меньшее — в последних.
Комбинированные фальцевальные машины, как правило, состоят из первой кассетной и последующих ножевых секций. Первые сгибы выполняются кассетным способом, остальные — в ножевых секциях, так как толщина и жесткость тетрадей увеличиваются. В первой секции имеется от четырех до шести кассет, количество ножевых секций — три, хотя возможно присоединение еще одной, передвижной. Транспортировка листов ко всем секциям осуществляется тесемочными транспортерами.
Листы в фальцевальные машины, как правило, подаются самонакладами. Некоторые малоформатные машины не имеют самонакладов, и подача листов на них выполняется вручную. Самонаклады фальцевальных машин бывают двух типов; плоскостапельные и круглостапельные. Плоскостапельные самонаклады используются преимущественно для малых и больших форматов, круглостапельные — для средних и больших.
Биговка (нем. biegen — огибать) — операция нанесения прямолинейной бороздки на лист бумаги. Необходима для последующего сложения по линии бумаги плотностью более 175 г/м2 или картона. Биговка выполняется, если есть вероятность повредить нанесенное изображение путем обычного сгиба; она защищает место сгиба от растрескивания красочного слоя, придавая печатной продукции более аккуратный вид. Следует разделять понятия биговки и фальцовки, поскольку это разные процессы: они обычно выполняются последовательно, на различном оборудовании. Биговка значительно облегчает процесс фальцовки, причем не только плотных, но и тонких бумаг, обеспечивая качественный результат. Поэтому логичным было появление в 2002 году оборудования, сочетающего в себе эти две операции. Биговка осуществляется с помощью тупых дисковых ножей или прямоугольными пластинами на биговальной машине, которая вдавливает и уплотняет материал (облегчая последующее его сгибание) с частичным разрушением связей в волокнистых материалах. Ножи, которые находятся над ответной профильной пластиной, выполняют роль пуансона, а ответная часть — роль матрицы. При биговке нож совершает поступательное движение в вертикальной плоскости, при этом он не доходит до конца ответной части. |
Плоскостапельный самонаклад осуществляет полистное отделение оттисков, уложенных в вертикальный стапель, для подачи их в первую фальцсекцию. Принципиальное устройство плоскостапельного самонаклада фальцевального автомата аналогично самонакладам, применяемым в листовых печатных машинах. Они обладают большой емкостью и могут долго работать без пополнения запаса листов, но при установке нового стапеля приходится останавливать фальцевальную машину.
Круглостапельные самонаклады пополнять бумагой можно во время работы фальцевальной машины.
Круглостапельный самонаклад работает следующим образом. Пачку листов вручную укладывают на верхний накладной стол и распускают их гладилкой, сдвигая один лист относительно другого на 1,52 мм. Транспортные тесьмы, расположенные на верхнем столе самонаклада и огибающие стапельный барабан, время от времени передвигают стапель по верхнему столу, переводя его на нижний стол, по которому листы перемещаются транспортными тесьмами, расположенными на нем. При переходе с верхнего стола на нижний листы огибают стапельный барабан.
На нижнем столе листы постепенно подаются в зону действия отделительного устройства, которое состоит из вращающегося вакуумного цилиндра. Через отверстия в этом цилиндре лист присасывается к нему и выводится из самонаклада.
Для облегчения отделения листов по бокам в направлении стопы раздувателями подается мощный поток сжатого воздуха, который создает воздушные прослойки между листами: происходит распушивание стопы. Иногда сжатый воздух подают еще спереди или сзади, что особенно важно при обработке листов большого формата.
В круглостапельных самонакладах благодаря каскадному накладу листов на верхний стол листы разъединяются, что уменьшает опасность появления слипшихся листов при их отделении.
Для загрузки круглостапельных самонакладов иногда используются дополнительные устройства в виде стопоподъемника листов, облегчающие труд оператора по загрузке самонаклада.
Каждая фальцевальная секция состоит из двух основных элементов: транспортера листов и кассетного или ножевого фальцевального аппарата.
В фальцевальных секциях используются два вида транспортеров листов — роликовые и тесемочные. Роликовый транспортер состоит из двух боковых стенок, между которыми размещены приводные вращающиеся ролики (рольганг) и выравнивающая линейка. Привод роликов осуществляется плоскоременной передачей через шкивы, расположенные на осях роликов. Ролики транспортера устанавливаются под небольшим углом для обеспечения одновременного с перемещением листа его выравнивания по боковой линейке. Чем больше угол наклона роликов, тем быстрее и с большим усилием лист прижимается к боковому упору.
Угол наклона роликов первого транспортера составляет 3°. При большем угле наклона возможно смятие боковой кромки листа, так как лист еще не сфальцован и жесткость его недостаточна, чтобы противостоять большим усилиям прижима. Вследствие небольшого угла наклона валиков лист проходит большой путь, прежде чем притолкнется к боковой упорной линейке. Поэтому длина первого транспортного стола наибольшая.
На второй и третий транспортные столы листы поступают частично сфальцованными и поэтому более жесткими, обладающими лучшей сопротивляемостью усилиям прижима. Это позволяет сократить путь выравнивания листов за счет увеличения угла наклона валиков у второго и третьего транспортных столов до 6° 30’ и 15° соответственно.
Тесемочный транспортер применяют на первых секциях кассетных фальцевальных машин и в комбинированных машинах. Он состоит из двух валиков, на которые натянуты тесемки. Под углом к ним расположена выравнивающая линейка. Положительными качествами тесемочного транспортера являются простота привода транспортера, бесшумность работы, меньшая металлоемкость конструкции, отсутствие большого количества подшипниковых узлов.
Приемные устройства служат для подсчета и упорядоченного приема сфальцованных тетрадей, которые для закрепления полученных в результате фальцовки деформаций бумаги обжимаются в паковальнообжимных прессах. Поэтому из тетрадей сначала формируют пачки, которые затем прессуют и обвязывают.
На выходе из кассетного фальцаппарата тетради двигаются в виде горизонтальной каскадной ленты, из ножевого — падают вертикально. В связи с этим для кассетных фальцсекций чаще применяют приемные устройства с горизонтальным выводом тетрадей, для ножевых — с вертикальным выводом в виде стопы.
Современные фальцевальные машины могут быть укомплектованы дополнительным оборудованием: устройством для шитья термонитями; клеевыми устройствами; устройствами для обрезки готовой продукции; счетчиком готовой продукции и т.д.
Ритм работы фальцевальных машин зависит от их типа: для кассетных — непрерывный, для комбинированных — циклический, с синхронизацией операций подачи, базирования и ножевой фальцовки.
Поэтому производительность кассетных фальцевальных машин зависит от скорости фальцовки (м/мин), а комбинированных — от скорости (цикличности) работы машин (цикл/мин или тетр./мин).
Важными техническими характеристиками фальцевальных машин кроме максимальной скорости являются тип машины (кассетный, комбинированный), максимальный и минимальный форматы фальцуемых листов, число фальцевальных секций, габаритные размеры секций и масса машины.
Качество фальцовки
Качество сфальцованных тетрадей и односгибных деталей книжных изданий оказывает влияние на надежность работы и производительность оборудования на последующих операциях и, в конечном счете — на удобочитаемость, долговечность и товарный вид издания. В процессе работы оценивается качество фальцовки многосгибных тетрадей по следующим показателям:
- правильная последовательность страниц;
- точность размеров и отсутствие косины корешковых полей;
- точность размеров верхних полей;
- плотность затяжки фальцев;
- степень их обжатия;
- отсутствие складок, морщин, повреждений;
- наличие перфорации в верхнем сгибе у тетрадей четырехсгибной перпендикулярной фальцовки;
- ширина шлейфа;
- точность размеров форзацев и других деталей и листовок по ширине и высоте;
- точность положения сгиба у форзацев с рисунком и окаймляющими рамками.
Правильная последовательность страниц в тетради — это безусловный показатель качества, нарушение которого приводит к браку. Точность фальцовки оценивается как равенство полей на смежных страницах, совмещение краев смежных полос или колонцифр, а для незапечатанной бумаги — как совмещение кромок долей листа. Допуск на точность фальцовки и отсутствие косины — 1,53,0 мм в зависимости от формата издания и объема тетрадей.
Плотность затяжки фальцев. Плотностью затяжки фальцев называют плотность прилегания корешковых сгибов друг к другу всех односгибных долей тетради. Неплотная затяжка фальцев — одна из причин снижения плотности шитья и шитья не по фальцам, что значительно снижает долговечность книжного издания.
Отсутствие складок и морщин. Этот показатель качества оценивается визуально и поэтому субъективно, а допустимое их число и величина рельефа не установлены. Считается, что они не должны портить внешнего вида разворотов книги и недопустимы в факсимильных, сувенирных, подарочных и юбилейных изданиях.
Наличие перфорации верхнего сгиба — безусловный показатель качества тетрадей четырехсгибной перпендикулярной фальцовки. Отсутствие перфорации в таких тетрадях приводит к образованию глубоких морщин и является грубым нарушением технологической дисциплины.
Ширина шлейфа важна для четкой работы самонакладов вкладочношвейных и ниткошвейных автоматов, раскрывание тетрадей в которых при накидке на транспортер происходит с помощью шлейфа.
На основные показатели качества сфальцованных тетрадей (точность фальцовки, степень обжатия фальцев и отсутствие морщин) оказывают влияние режимы фальцовки и технологические факторы. Под режимами фальцовки подразумевается величина зазора между фальцваликами и скорость работы фальцмашины, определяющие величину, время и энергию силового воздействия на фальцуемую бумагу. К технологическим факторам относятся толщина, объемная масса, зольность и влажность бумаги, направление раскроя, число сгибов и вариант фальцовки тетради, определяющие деформационные свойства бумаги и полуфабриката. На производительность фальцовки оказывают влияние в основном формат (длина), толщина бумаги и вариант фальцовки.
Режимы фальцовки. Величина зазора между фальцваликами, предварительно устанавливаемая при подготовке фальцмашины к работе, определяет удельную силу обжима фальцев; в процессе фальцовки она должна дополнительно регулироваться с учетом числа сгибов и варианта фальцовки. Технологически необходимая удельная сила сжатия фальцуемой тетради в фальцваликах должна возрастать с увеличением суммарной толщины и числа обжимаемых фальцев. Чтобы получить высокую степень обжатия фальцев, при 13сгибной параллельной фальцовке она должна возрастать от 0,12 до 0,40 кН/м (кгс/см), а при 24сгибной перпендикулярной фальцовке — от 0,20 до 2,5 кН/м (кгс/см).
Скорость работы фальцмашины существенно влияет на точность фальцовки тонкой бумаги с малой объемной массой, а следовательно, жесткостью, поскольку такая бумага легко деформируется в момент равнения листа по упорам кассет и ножевых фальцсекций. Чтобы получить точность фальцовки высокого уровня тонкой бумаги, скорость работы машины приходится снижать.
Другие параметры режимов обработки, влияющие на результат силового воздействия на материалы: время обжима сгибов и температура материала, — в повседневной практике фальцовки существенно не изменяются, поэтому их влиянием на качество фальцовки можно пренебречь.
Технологические факторы
Толщина бумаги. При фальцовке тонкой бумаги меньше абсолютные деформации растяжения и сжатия в сгибах и высокоэластические восстановительные силы, поэтому степень обжатия фальцев у тетрадей из тонкой бумаги при одинаковой удельной силе в фальцваликах всегда выше, чем при фальцовке толстой бумаги. Высокая точность фальцовки тонкой бумаги достигается за счет снижения инерционных нагрузок при снижении скорости работы оборудования.
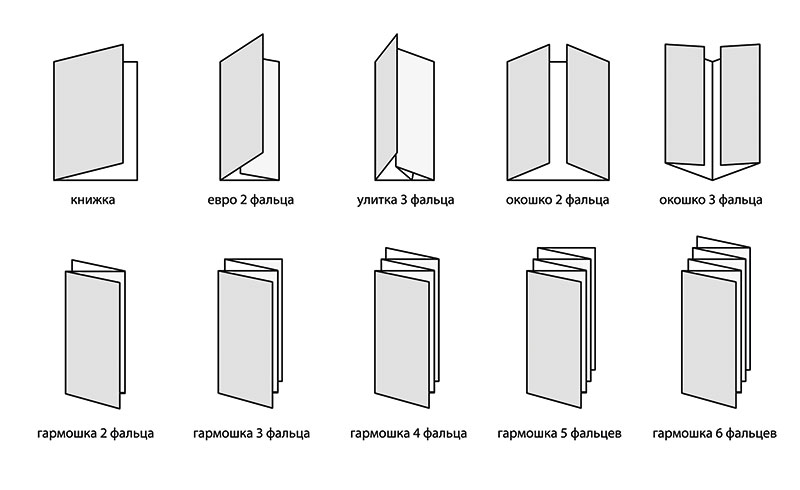
Виды фальцовки
Распространенные варианты фальцовки |
При перпендикулярной 34сгибной фальцовке относительно толстой бумаги (толщиной более 90 мкм) возрастает сила, действующая на внутренние доли тетради, что приводит к образованию диагональных морщин на внутренних разворотах тетрадей. Разрезка, перфорация или биговка предпоследнего верхнего сгиба позволяют устранить этот дефект, но требуют некоторого снижения скорости работы оборудования.
Объемная масса бумаги. Структура каландрированной, высококаландрированной и мелованной бумаги с большой объемной массой многократно и сильно уплотнялась в процессе их производства, поэтому такая бумага позволяет получать четкий фальц и высокую степень его уплотнения при одинаковой удельной силе сжатия в фальцваликах.
Зольность бумаги. В бумаге с большим содержанием наполнителя связь между волокнами целлюлозы ослаблена и значительно нарушается в сгибах, поэтому высокозольная бумага теряет при фальцовке до 80% прочности на разрыв; высокую степень обжатия фальцев у такой бумаги можно получить при малой удельной силе в фальцваликах. При образовании сгибов в бумаге с малым содержанием наполнителей прочность надмолекулярной структуры бумаги изменяется значительно меньше, а прочность на разрыв снижается не более чем на 30%. Для получения высокой степени обжатия фальцев у тетрадей из такой бумаги требуется большая удельная сила в фальцваликах.
Влажность бумаги. С увеличением влажности бумаги прочные водородные связи между молекулами целлюлозы в волокнах заменяются относительно слабыми мостиковыми связями через диполи воды, поэтому при сравнительно малом силовом воздействии на бумагу с повышенной до 1012% влажностью можно получить значительные остаточные деформации в сгибах при малом разрушении надмолекулярной структуры волокон целлюлозы.
Устройства для увлажнения бумаги перед печатанием и фальцовкой, к сожалению, широкого распространения не получили, но кондиционирование воздуха в печатных цехах и в фальцевальных отделениях может способствовать повышению качества как печати, так и фальцовки.
Направление раскроя. Сгиб получается ровным, гладким, с минимальной потерей прочности бумаги на разрыв, если фальцовка обеспечивает так называемый долевой раскрой, когда машинное направление бумаги совпадает с линией последнего сгиба. Для получения долевого сгиба с высокой степенью обжатия фальцев удельную силу сжатия в фальцваликах следует увеличивать. При поперечном раскрое удельная сила сжатия сгибов в фальваликах должна быть минимальной, так как высокое давление может вызвать значительное разрушение бумаги на сгибах и снизить тем самым долговечность книжного издания.
Число сгибов и вариант фальцовки. С увеличением числа сгибов от одного до трех для получения высокой степени обжатия фальцев при параллельной фальцовке удельную силу сжатия в фальцваликах необходимо увеличивать примерно трехкратно. Комбинированная и особенно перпендикулярная фальцовка требует многократного увеличения удельной силы обжима в фальцваликах.
Производительность фальцовки. В книжножурнальном производстве фальцовка — весьма трудоемкая операция, удельный вес которой среди основных операций брошюровочнопереплетных процессов возрастает с увеличением объема книжного издания. При ручной фальцовке листов трудоемкость фальцовки зависит в основном от формата фальцуемых листов и числа сгибов. При изготовлении тетрадей большого формата, по сравнению со средним, трудоемкость односгибной фальцовки возрастает на 15,6%, а трехсгибной — на 8,8%. Увеличение числа сгибов тетрадей от одного до двух и трех сопровождается увеличением трудоемкости изготовления тетрадей среднего формата в 2,2 и 3,5 раза, а тетрадей большого формата — в 2,1 и 3,3 раза.
При машинной фальцовке на трудоемкость операции влияют в основном вариант фальцовки и длина листов. Трудоемкость минимальна при параллельной фальцовке: на современных фальцмашинах она требует 1,32,0 мин на 1 тыс. тетрадей в зависимости от длины листа. Двухсгибная перпендикулярная фальцовка повышает трудоемкость фальцовки в 1,251,43 раза, а трехсгибная перпендикулярная — в 2,02,67 раза по сравнению с параллельной фальцовкой. Полуторакратное увеличение длины листа при параллельной фальцовке повышает трудоемкость операции на 33%, а при перпендикулярной — на 25%. Большая толщина бумаги требует более частой загрузки самонакладов, а иногда и снижения скорости фальцовки, но трудоемкость операции при этом повышается незначительно. Машинная фальцовка позволяет в 20100 раз сократить время, необходимое на переработку оттисков на этой операции.
Современные производители фальцевального оборудования
Несмотря на общую базовую конструкцию, которая ограничивается лишь кассетным или ножевым принципом действия, либо их комбинацией, каждый производитель оборудования привносит в выпускаемые модели свои уникальные разработки. Возможно, это не так сильно выражено в малоформатных офисных аппаратах с ручной подачей, которые, по большей части, производятся многими производителями в разных странах, но при рассмотрении машин среднего и большего формата можно говорить о существенных различиях в конструкции оборудования.
Как уже говорилось, для реализации сложных видов фальцевания в машинах используется модульный принцип построения. В этом случае после выполнения параллельного фальцевания лист, выходящий из одной секции машины, передается на накладной стол следующего модуля. Количество и виды модулей фальцевальной машины подбираются для каждой типографии индивидуально, с учетом реальных задач, стоящих перед ними. Можно скомпоновать машину с минимальными затратами даже для выполнения самых редких видов фальцевания. Модульный принцип дает возможность наращивания и комбинирования оборудования (например, можно одновременно использовать модули от нескольких фальцевальных машин).
На современных машинах применяются модули с независимым приводом от собственного электродвигателя. Компьютеризованная система обеспечивает взаимное согласование скоростей работы каждой из секций машины. Например, при ускорении или замедлении работы изменения происходят не одновременно на всей машине, а поочередно на каждой секции. Электронные датчики прохождения листа согласуют эти процессы таким образом, чтобы листы не испытывали резких воздействий. В случае замятия или задержки бумаги внутри машины также отключаются или замедляются только те секции, которые могут усугубить ситуацию. После устранения дефекта современные двигатели с электронным управлением снова плавно разгоняют машину до рабочей скорости.
Профессиональные машины, как правило, имеют пневматическое подающее устройство с системами бокового выравнивания листов, схожее с самонакладом печатных машин. Более простые фрикционные механизмы подачи постепенно вытесняются в область простых офисных применений. Используются устройства, позволяющие отделять листы как снизу стопы, так и сверху. В первом случае применяется подающая стопа небольшой высоты (стопа вывешивается на воздушной подушке и поэтому не должна быть тяжелой), но листы могут подгружаться в машину в процессе ее работы, что обеспечивает непрерывность работы устройства. Во втором случае остановки на загрузку бумаги необходимы, но за счет высокой подающей стопы их число невелико. Вывод продукции осуществляется электрическими транспортерами с регулируемой скоростью и автоматическими укладчиками стопы.
При использовании высокого самонаклада листы отделяются от стопы с помощью вакуумных присосов, закрепленных на поворотной штанге. Далее листы ленточным транспортером передаются в устройство бокового выравнивания и в секцию фальцевания.
В России чаще всего применяются фальцевальные машины следующих производителей: Duplo, Heidelberg, Herzog+Heymann, Horizon, MBO (куплена Komori), Morgana, Shoei и др. На наш взгляд, несмотря на обилие марок, различия между многими из этих аппаратов несущественны, что и порождает между ними жесткую конкуренцию.