
Подготовка формы к печати
Журнал КомпьюАрт совместно со студией «Рея» публикует продолжение серии статей о трафаретной печати Андрея Короба, руководителя студии «Рея».
Правильная подготовка формы к работе обеспечивает длительный срок ее эксплуатации, что приводит к существенной экономии денег. Глубоко заблуждаются те, кто считает выгодным использование солярки, стиральных порошков и прочей бытовой химии. Процентное содержание фенольных соединений и разнообразных наполнителей этих химикатов настолько велико, что вымыть их из сетки невозможно даже концентрированной серной кислотой. Использование товаров бытовой химии в течение месяца приводит сетку в нерабочее состояние: появляются многочисленные пробои в фотоэмульсии («рыбий глаз»), происходит постепенное «зарастание» печатного поля от краев к центру, а механические повреждения волокна, так называемые засаливание сетки и сглаживание ворса на волокне, ухудшают адгезию фотоэмульсии к сетке.
Применение в качестве смывки ацетона и бутил-ацетата сушит волокно сетки и делает его хрупким.
Одним из главных аргументов в пользу данных растворителей является их относительно низкая цена, но при этом забывают, что коэффициент испарения указанных веществ равен 100%, что втрое увеличивает их расход. Использование универсальной смывки ZT-639 Sericol позволяет добиться значительной экономии средств и улучшения обработки, а ведь качество печати на 50% зависит от правильного натяжения сетки, подготовки и копирования формы.
Трафаретные рамы
Рамы должны выдерживать нагрузки, обусловленные параметрами силы натяжения современных сеток, сохраняя при этом стабильность размеров и плоскопараллельность. Кроме того, рамы должны быть устойчивы к воздействию воды и химических веществ, содержащихся в красках и разнообразных расходных материалах, используемых для очистки и подготовки формы к печати.
Сетка
Выбор сетки определяется видом выполняемых работ. При этом следует принять во внимание множество факторов: особенности воспроизводимого изображения, типы используемых красок, характеристики печатного оборудования. При печати растровых работ номер сетки должен быть согласован с линиатурой растра. При работе с сольвентными красками следует использовать сетки до 120-140-го номеров. Для УФ-красок нужны высоколиниатурные сетки, обеспечивающие нанесение строго нормированного количества краски, поэтому при работе с УФ-красками обычно применяют сетки № 150-200, так как сеток более высоких линиатур на нашем рынке пока нет. Для работы на ручных станках максимальная линиатура сеток ограничена 120-м номером. Сетки больших номеров используются при работе на трафаретных полуавтоматах, и это обусловлено силой давления ракеля. При выборе сеток следует иметь в виду, что сетка с тонкой нитью пропускает больше краски, чем с толстой нитью.
Фотоэмульсия
При выборе нужно исходить из вида выполняемых работ, а точнее — линиатуры печати и типа используемых красок. При печати на ткани плашек и низколиниатурных растровых изображений пластизолевыми или водными красками хорошо подойдет, например, диазоэмульсия Dirasol 25, а при печати высоколиниатурных растровых или тонких штриховых работ применяют фотоэмульсии Dirasol: 902 и 915 — для сольвентных и водных красок, 916 и 917 — для УФ-красок. Количество слоев также зависит от линиатуры печати и от вида красок. Необходимо помнить, что качественное воспроизведение мелких элементов изображения возможно только при минимальной толщине копировального слоя. Чем толще копировальный слой, тем больше толщина красочного слоя и тем сильнее растискивание точки, что приводит к серьезным потерям в цветах и полутонах печатаемого изображения. При нанесении копировальный слой фотоэмульсии желательно выдавливать на печатную сторону формы — во избежание появления «пилы» на тонких линиях и краях плашек. Поэтому сначала кладутся слои с печатной стороны, а потом — с внутренней (ракельной). Толщина наносимого слоя в довольно большой степени зависит от кюветы: чем острее край кюветы, тем тоньше наносимый слой фотоэмульсии. Удобно использовать кюветы с разным завалом ребра, например от 1 до 2 мм. После нанесения фотоэмульсии раму следует просушить в горизонтальном положении печатной стороной вниз. Температура сушки не должна превышать 40 °С, поскольку при более высокой температуре эмульсия начинает кристаллизоваться, вследствие чего она теряет свои копировальные свойства. Все работы с эмульсиями DIRASOL должны выполняться при освещении с малой долей голубого и ультрафиолетового света. Рекомендуется применять желтое освещение от лампы с вольфрамовой нитью малой интенсивности. Удобное освещение в рабочей комнате обеспечивается флюореcцентными лампами золотистого света. Естественное освещение следует вообще исключить, а также можно нанести на окна желтое лаковое покрытие или специальную пленку, поглощающую УФ-спектр.
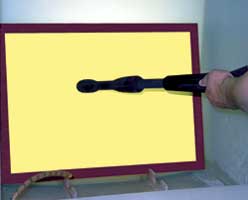
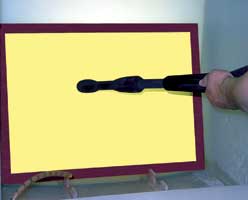
ПОДГОТОВКА НОВОЙ ФОРМЫ К ПЕЧАТИ
 |
 |
 |
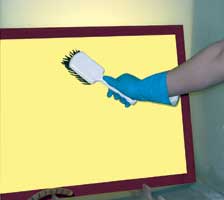
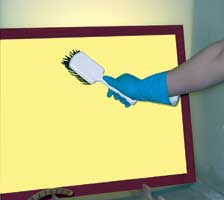
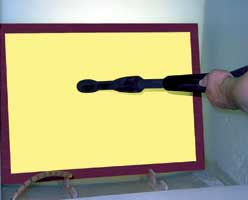
| 1. Смочить форму холодной водой | 2. Нанести шерохователь Prep 101 круговыми движениями в течение 2-3 мин, выдержать форму 10 мин | 3. Смывать шерохователь водой до тех пор, пока вода перестанет пениться |
 |
 |
 |
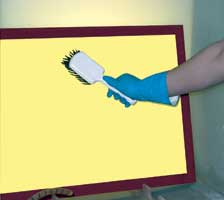
| 4. Нанести обезжириватель Prep 102, выдержать форму 5-10 мин | 5. Смыть обезжириватель холодной водой (при использовании горячей воды может забиться сетка) | 6. Нанести эмульсию, высушить форму печатным слоем вниз |

7. Произвести копирование формы
 |
 |
 |
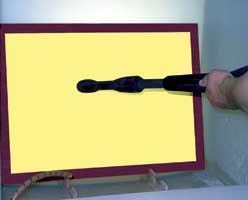
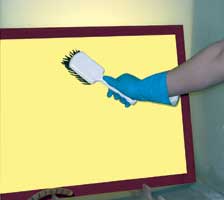
| 1. Очистить форму от краски и смыть универсальной смывкой Screen Wash ZT 639 | 2. Смочить форму холодной водой | 3. Нанести отслаиватель Strip Liquid SUH 64 с двух сторон, выдержать 2-5 мин (если позволить раствору засохнуть, это приведет к задубливанию эмульсии) |
 |
 |
 |
| 4. Смыть регенерированную эмульсию | 5. Нанести щелочную пасту Antistain SJL53 вместе с SVL38 для удаления пятен краски и выдержать форму 10-15 мин | 6. Смыть щелочь водой |
 |
 |
 |
| 7. Нанести обезжириватель Prep 102, выдержать форму 5-10 мин | 8. Смыть обезжириватель холодной водой (при использовании горячей воды может забиться сетка) | 9. Нанести эмульсию и высушить форму печатным слоем вниз |

10. Произвести копирование формы
Копировальные рамы
Вид копировального устройства оказывает серьезное влияние на качество продукции и ассортимент выполняемых работ. Многие фирмы, приобретая дорогостоящее печатное оборудование, не уделяют должного внимания параметрам копировального устройст-ва. в итоге оборудование, позволяющее печатать сложные и высоколиниатурные полноцветные работы, простаивает или печатает банальные векторные изображения, а сотрудники обвиняют друг друга в некомпетентности, хотя все дело в недостаточной мощности копировального устройства. Время копирования в трафаретной печати имеет решающее значение для получения оптимального результата, особенно это касается полутонов в диапазоне от 85 до 100% по темным и от 0 до 15% по светлым тонам.
Для того чтобы качественно произвести копирование формы, требуется:
• оптически чистое кварцевое стекло, пропускающее 100% УФ-лучей;
• мощный металлогалогенный источник света от 3 до 8 кВт с широким спектром УФ-излучения;
• вакуумный прижим рамы из антистатической резины, желательно с регулировкой силы прижима.
Наличие в копировальной раме оптически чистого кварцевого стекла, пропускающего 100% УФ-лучей, и мощного источника света (3-8 кВт) сокращает время копирования от 60 до 15 с, что дает возможность избежать потерь растра по светлым и темным тонам и повысить линиатуру печати до 135 lpi. Высокая эластичность резины и возможность регулировки силы вакуумного прижима обеспечивает отличное качество копирования.
Если ваша фирма ограничивается выпуском визитных карточек, наклеек, бланков и прочей подобной продукции, не связанной с системой CMYK или полутоновой печатью, то выбор можно остановить на копировальном устройстве с люминесцентными УФ-источниками света и вакуумным прижимом рамы.
Большой ошибкой является применение в самодельных рамах металлогалогенных ламп и обычного витринного стекла. УФ-излучение сильно разогревает стекло, вслед-ствие чего повышается температура копировального слоя, что ведет к его кристаллизации и потере копировальных свойств. К тому же использование в копировальной раме обычного стекла увеличивает время копирования в несколько раз. Фирмы, продающие копировальные рамы, должны сообщить покупателю ориентировочное время копирования, и если оно превышает 6 мин, то следует поискать другую модель.
В настоящее время существует три вида экспонирующих устройств:
• раздельные — отдельный источник света для экспонирования с блоком управления и переворотная копировальная рама с вакуумным прижимом. Преимущества таких устройств — в их компактности и мобильности, а главный недостаток обусловлен тем, что во время копирования нужно покидать помещение во избежание ожогов от УФ-излучения;
• комбинированные — экспонирующее устройство включает вакуумную копировальную раму и металлогалоидную лампу в одном корпусе. Во время копирования можно находиться в помещении и выполнять работу по нанесению эмульсии; кроме того, исключена вероятность засвечивания уже подготовленных к копированию форм;
• проекционные — проекционный блок с мощным источником света и компьютерным блоком управления, со специально подготовленными линзами, исключающими геометрические искажения при проецировании на копировальную раму. Данные устройства предназначены для копирования больших форматов печати.
Для определения времени экспонирования при работе с неизвестным типом эмульсии или с новым источником света рекомендуется использовать пробную шкалу экспозиций, которая может быть получена двумя способами. Первый — с использованием калькулятора экспозиции. Второй способ заключается в том, что следует поместить полоску позитивной пленки с мелкими элементами на трафарет с покрытием и выполнить серию последовательных процессов экспонирования с использованием маски из черной бумаги. Обычно время экспонирования увеличивается вдвое при переходе от одного шага к другому. Нужно выбрать экспозицию с максимальной длительностью, при которой все еще обеспечивается оптимальное разрешение после промывки. Области с переэкспонированием, как правило, отличаются плохим разрешением мелких деталей, а участки с недоэкспонированием могут привести к тому, что трафарет будет тонким и слабым.
Мультифиламентные, стальные, окрашенные сетки и многослойные трафареты требуют большей экспозиции, а белой сетке необходимо меньшее время экспозиции.
От правильного времени экспонирования зависит как качество передачи мелких элементов изображения, так и тиражестойкость форм.
Контактные телефоны студии «Рея»: 332-5073, 766-7472.