
Устройство для контроля печатных форм iCPlate компании GretagMacbeth
Формулы, используемые при измерении оптической плотности на оттиске
ЗНАЧЕНИЯ КОЭФФИЦИЕНТА ЮЛА — НИЛЬСЕНА ДЛЯ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Все чаще для контроля качества офсетных монометаллических печатных форм вместо традиционных денситометров используются сканирующие устройства на базе цифровых камер. Две модели подобных приборов — iCPlate и iCPlateC — уже несколько лет выпускает итальянская фирма Viptronic, принадлежащая компании GretagMacbeth.
В приборах iCPlate и iCPlateC для регистрации информации используется мини-камера, которая делает моментальный снимок контролируемой поверхности. Затем на основании полученной информации внутреннее программное обеспечение определяет параметры растровой структуры. Приборы отображают форму растровых элементов, позволяют измерять относительную площадь растровой точки в процентах, размер растровой точки, линиатуру и угол наклона растровой структуры, а также дают возможность строить характеристическую кривую.
По принципу работы приборы схожи со сканерами и цифровыми камерами. В качестве регистрирующего элемента применяются ПЗС-матрицы. Основное различие моделей iCPlate (рис. 1) и iCPlateC состоит в размере сканирующего элемента и количестве ПЗС-элементов, участвующих в регистрации информации. Устройство iCPlate сканирует элемент формы размером 0,8x0,6 мм, а iCPlateC — 1,6x1,2 мм, разрешение приборов составляет 12 000 и 6000 dpi соответственно. Модель iICPlate используется для контроля форм с линиатурами 48-147 лин./см или с размерами растровых точек при стохастическом растрировании 4-13 мкм, а iCPlateС — для контроля форм с линиатурами 26-79 лин./см или с размерами точек при стохастическом растрировании 8-24 мкм.

Рис. 1. Прибор iCPlate
Приборы протестированы практически на всех монометаллических печатных пластинах крупнейших компаний-производителей: AGFA, FujiFilm, Kodak Polychrome, Lastra, Mitsubishi, Presstek, Toray. Возможна также работа с полиэстровыми печатными формами, но из-за малого контраста печатных элементов даже при использовании дополнительных средств для его увеличения ошибка будет составлять ± 0,8 D.
Калибровка прибора осуществляется для каждого материала по растровому полю с относительной площадью точки 20-30%. При этом определяется пороговый коэффициент контрастности и исходя из условия получения максимального контраста между печатающими и пробельными элементами формы выбирается источник для подсветки (красный, зеленый или синий). Например, при измерении печатной формы AGFA N90 с красным цветом эмульсии будет использоваться зеленый источник света, при желтом или оранжевом цвете эмульсионного слоя — синий источник, а при черном, синем или голубом — красный. На стадии калибровки цвет подсветки выбирается автоматически и сохраняется до следующей калибровки.
Результаты измерений, значения функций настроек и сообщения об ошибках отображаются на встроенном в прибор жидкокристаллическом дисплее размером 130x64 пикселов. Характерным отличием iCPlate от продуктов конкурирующих фирм является возможность получения моментального электронного снимка оцениваемой поверхности (рис. 2). К сожалению, снимок нельзя сохранить в памяти прибора, однако его можно экспортировать в любое графическое приложение. Электронный снимок, конечно, не так хорош, как аналоговая микрофотография, однако позволяет выполнить визуальную оценку изображения на материале, при этом не важно, какое — полутоновое или штриховое — изображение оценивается. Подобные моментальные снимки являются хорошим подспорьем при проведении различных работ, связанных с визуальной оценкой качества получаемых печатных форм, для решения различных производственных задач или при возникновении спорных ситуаций.
Рис. 2. Электронный снимок поверхности формы
Для формирования изображения 1-процентной точки при линиатуре растра 160 лин./см в приборе iCPlate будут использоваться четыре пиксела. Заметим, что в соответствии с «Технологическими инструкциями на процесс изготовления монометаллических офсетных печатных форм» от 1998 года и ОСТом 29.128-96 градационный диапазон растровых точек на форме должен составлять от 2 до 98%. Даже при использовании устройств СtP стабильное воспроизведение растровых точек с относительным размером менее 2% практически невозможно, поэтому нет смысла осуществлять их контроль.
В качестве дополнительных функций в прибор встроена возможность контроля качества фотоформ, а также отпечатанной продукции. Измерения параметров фотоформы лучше всего выполнять в режиме проходящего света на просмотровом столе, тогда результаты окажутся близкими к значениям стандартных денситометров, измеряющих в проходящем свете. Если нет возможности произвести измерения на просмотровом столе, то можно попробовать измерять в режиме отраженного света. Однако полученные при этом результаты могут не соответствовать результатам измерений с помощью традиционного денситометра. Причин несоответствия две: во-первых, сенсоры прибора не поддерживают ни одного денситометрического стандарта, а во-вторых, для достижения корректных денситометрических значений необходимо, чтобы оптическая система имела геометрию 45 /0° или 0 /45°. По этим же причинам не следует измерять с помощью iCPlate или iCPlateC оптические плотности материалов.
В практике денситометрических измерений существует краевое рассеивание света, которое также называют оптическим растискиванием. Поэтому при измерении формных материалов следует вводить поправочную величину, так называемый коэффициент Юла — Нильсена (см. врезку). В идеале этот коэффициент должен быть определен для каждого типа пластин и предоставлен компанией — производителем формного материала.
В приборе имеется возможность построения градационных кривых. Сначала задаются опорные точки, которые обычно присутствуют на контрольных или калибровочных шкалах, например 10, 20, 30% и т.д., а затем после измерений по этим точкам строится градационная кривая. Проанализировав полученные результаты, можно внести определенные компенсационные изменения в процессы допечатной подготовки и печати.
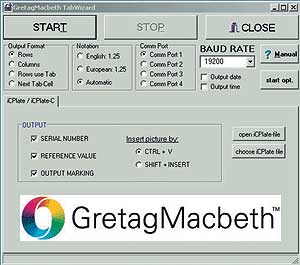
Рис. 3. Интерфейс программы TabWizard
Подключение прибора к компьютеру, управляемому операционной системой Windows 95/98/2000/XP, возможно только при помощи интерфейса Serial/RS 232. Для взаимодействия устройства с компьютером используется программа TabWizard (рис. 3), которая не входит в стандартный комплект поставки. Это достаточно простая программа, ненамного расширяющая возможности прибора, однако она необходима для ведения статистики. Программа визуализирует результаты через какую-либо офисную программу, например Excel, Word и т.д., позволяя сохранять и накапливать статистические данные по измерениям и импортировать сделанные прибором снимки.
В iCPlate и iCPlateC отсутствуют движущиеся механические части — приборы действуют по принципу лягушки. Работают они от обычных пальчиковых батареек АА, которых хватает примерно на 40 тыс. измерений. Когда питание подходит к концу, на экране появляется предупреждающая надпись.